ՀԱՅԱՍՏԱՆԻ ՀԱՆՐԱՊԵՏՈՒԹՅԱՆ
ԿՐԹՈՒԹՅԱՆ
ԵՎ ԳԻՏՈՒԹՅԱՆ
ՆԱԽԱՐԱՐՈՒԹՅՈՒՆ
ՀԱՅԱՍՏԱՆԻ
ԱԶԳԱՅԻՆ
ՊՈԼԻՏԵՊԽՆԻԿԱԿԱՆ
ՀԱՄԱԼՍԱՐԱՆ(ՀԻՄՆԱԴՐԱՄ)
Ընդերքաբանության և մետալուրգիայի
ֆակուլտետ
Ընդերքաբանության և շրջակա
միջավայրի պահպանության ամբիոն
Ռ. Զ. ՀԱԿՈԲՅԱՆ
ՀԱՆՔԱՅԻՆ ԱՐՏԱԴՐՈԻԹՅԱՆ ԳՈՐԾԸՆԹԱՑՆԵՐԻ ԱՎՏՈՄԱՏԱՑՈԻՄ
Դասագիրք
ԵՐԵՎԱՆ
ՃԱՐՏԱՐԱԳԵՏ
2015
ՀՏԴ 622.24 Հրատարակվում է Հայաստանի պետական Ճարտարագիտական համալսարանի
23.12.2014թ. գիտական խորհուրդի նիստում
Հաստատված 2014թ. Հրատարակչական
Պլանի համաձայն
Գրախոսներ՝
Հակոբյան Ռ.Զ.
Հանքային արտադրության գործընթացների ավտոմատացում:
Դասագիրք/ Ռ. Զ. Հակոբյան; ՀՊՃՀ.- Եր.; Ճարտարագետ, 2015թ.- 155 էջ:
Դասագրքում հակիրճ շարադրված է ավտոմատացման հիմունքները, հիմնական տեղեկություններ չափումների, ընդհանուր արդյունաբերական և հատւկ նշանակության հսկիչ-չափիչ սարքերի վերաբերիալ, որոնք կիրառվում են հորատման և լեռնահետախուզական աշխատանքների ժամանակ: Ներկայացված են հիմնական և օժանդակ գործընթացների ռեժիմի պարամետրերի չափման և գրանցման համալիր ապարատուրաները, ինչպես նաև առանձին գործընթացների ավտոմատ կարգավորման սկզբունքները և ավտոմատացման հիմնական միջոցները: Առանձնակի տեղ է հատկացված ավտոմատ ղեկավարման հասկացություններին, սկզբունքներին և գոյություն ունեցող ժամանակակից համալիր միջոցներին և դրանց տեխնիկական բնութագրերին:
Դասագիրքը կազմված է համապատասխան «Հանքային արտադրության գործընթացների ավտոմատացում» ծրագրի և նախատեսված է «Օգտակար հանածոների հետախուզում և մշակում» մասնագիտության մագիստրոսի կրթական ծրագրով ուսանողների համար:
ԲՈՎԱՆԴԱԿՈՒԹՅՈՒՆ
1. ՀԻՄՆԱԿԱՆ ՀԱՍԿԱՑՈՒԹՅՈԻՆՆԵՐ ՉԱՓՈԻՄՆԵՐԻ ԵՎ ՀՍԿԻՉ –ՉԱՓԻՉ ՊՐԻԲՈՐՆԵՐԻ ՎԵՐԱԲԵՐԻԱԼ
1.1. Ընդհանուր տեղեկություններ
1.2. Չափման գործընթացը, մեթոդները և միավորները
1.3. Չափեր և չափիչ սարքեր (приборы)
2. ՀԵՂՈՒԿԻ ԵՎ ԳԱԶԻ ՃՆՇՄԱՆ ՉԱՓՄԱՆ ՍԱՐՔԵՐ
2.1. Ընդհանուր արդյունաբերական տեսակի մանոմետրեր Ճնշում
2.5. Հորատման աշխատանքներում օգտագործվող հատուկ խորքային մանոմետրեր
2.6. Հորատանցքի ցեմենտացման ժամանակ կիրառվող ինքնագրող մանոմետրեր
3.1. Ընդհանուր տեղեկություններ արդյունաբերական տեսակի ջերմաչափեր մասին
3.2. Ընդարձակաչափական ջերմաչափեր
3.4. Ջերմաէլեկտրական պիրոմետրեր
3.5. Դիմադրության էլեկտրական ջերմաչափեր
4. ՀԵՂՈՒԿՆԵՐԻ ԵՎ ԳԱԶԻ ԾԱԽՍԻ ԵՎ ՔԱՆԱԿԻ ՉԱՓՄԱՆ ՍԱՐՔԵՐ
4.1. Ընդհանուր տեղեկություններ
4.2. Փոփոխական ճնշման անկման ծախսաչափեր
4.4. Ճնշման հաստատուն անկման ծախսաչափեր (ռոտամետրեր)
4.5. Էլեկտրական ծախսաչափ ЭPM-5
4.6. Հորատալուծույթի էլեկտրամագնիսական ծախսաչափ ЭМР-2
4.7. Հորատալուծույթի ինդուկցիոն ծախսաչափ РГР-7
4.8. Հորատալուծույթի մակարդակի չափումը ընդունման ծավալներում
4.9. Հորատանցքից դուս եկող հորատալուծույթի ծախսի ձևափոխիչ ПРВ
4.10. Հորատալուծույթի հոսքի ազդանշանիչ СПЖ- 1
4.11. Հորատանցքի լվացման, լրալցման հսկման և ֆլյուիդաերևակման կանխատեսման պրիբորների համալիր Д-4
4.12. Երևակումների, արտանետումների և կլանումների նախաազդանշանիչ СВП
5. ՀՈՐԱՏՄԱՆ ՌԵԺԻՄԻ ՊԱՐԱՄԵՏՐԵՐԻ ԵՎ ՑՈՒՑԱՆԻՇՆԵՐԻ ՉԱՓՄԱՆ ԵՎ ՀՍԿՄԱՆ ՍԱՐՔԵՐ
5.1. Առանցքային բեռնվածության չափիչ ինդիկատոր
5.2. Կշռի հիդրավլիկական ինդիկատոր (ԿՀԻ-ГИВ)
5.3. Բեռնվածության չափման մագնիսաառաձգական համակշռիչ МКН-2
5.4. Մատուցման ավտոմատ կարգավորիչ АРП
5.5. Պտտման հաճախության չափիչ ИЧВ
5.6. Ոլորող մոմենտի չափիչ և ավտոմատ սահմանափակիչ OM-40
5.7. Հսկիչ-չափիչ ապարատւրա “КУРС”
5.8. Հորատման գործընթացի պարամետրերի համապիտանի արձանագրիչ “Румб-1”
6.ԱՎՏՈՄԱՏ ՂԵԿԱՎԱՐՄԱՆ ՀԱՍԿԱՑՈՒԹՅՈՒՆՆԵՐԸ ԵՎ ՍԿԶԲՈՒՆՔՆԵՐԸ
6.1. Ավտոմատիկայի հիմնական հասկացությունները
6.2. Հակիրճ ակնարկ հորատման գործընթացի ավտոմատ ղեկավարման վերաբերիալ
6.3. Հետախուզական հորատման արտադրական գործընթացները որպես ավտոմատացման օբյեկտներ
6.4. Մեխանիկական սյունակային հորատման գործնթացի ավտոմատ ղեկավարման համակարգեր
6.5. Հետախուզական սյունակային հորատման գործընթացի լավարկման հիմնական ցուցանիշները
6.6. Հորատման առավելագույն մեխանիկական արագության ցուցանիշ
6.7. Հորատման հաստոցի առավելագույն արտադրողականության ցուցանիշը
7.1. Իջեցման-բարձրացման աշխատանքների (ԻԲԱ) ավտոմատացում
7.2. Ավտոմատացված
հորատման
կայանք БА-25 - ![]() –
Э
–
Э
7.3. Հորատարկը հորատախորշ մատուցող ավտոմատներ 113
7.4. Մատուցման հորատախորշային ավտոմատներ և մեխանիզմներ
8.ԼԵՌՆԱՀԵՏԱԽՈՒԶԱԿԱՆ ԱՇԽԱՏԱՆՔՆԵՐԻ ԱՎՏՈՄԱՏԱՑՄԱՆ ՀԻՄՆԱԿԱՆ ՄԻՋՈՑՆԵՐԸ
8.1. Լեռնային փորվածքներից ջրհեռացման կայանքների ավտոմատացում
8.2. Հանքահորային վերհան կայաքների ավտոմատացումը
8.3. Օդափոխման համակարգի ավտոմատացում
8.4. Կոմպրեսորային կայանքների ավտոմատացում
8.5. Հորատման խողովակների մխման ավտոմատ
8.6. Հորատման խողովակների ավտոմատ պարուրակահան
9. ՀՈՐԱՏՄԱՆ ԳՈՐԾԸՆԹԱՑԻ ՀՍԿԱՆ ԵՎ ՂԵԿԱՎԱՐՄԱՆ
9.1. Տեխնոլոգիական և երկրաբանական տեղեկատվության հավաքագրման և արտապատկերման կայան «ГЕЛИУС»
9.2. Հորատման հաստոցներից տվյալների հավաքագրման ավտոմատացված համակարգ KOBUS
9.3. Հորատանցքի հորատման գործընթացի հսկման միկրոպրոցեսորային համալիր МКПБ-1
ՆԵՐԱԾՈՒԹՅՈՒՆ
Աշխատանքի արտադրողականության անընդհատ և արագ աճի գլխավոր նախադրյալները արտադրության համալիր մեքենայացումն ու ավտոմատացումն է։
Համալիր մեքենայացման ու ավտոմատացման տակ հասկացվում է արտադրական այնպիսի գործընթաց, ինչի դեպքում, բոլոր օպերացիաները իրականացվում են մեքենաներով ու մեխանիզմներով, իսկ դրանց ղեկավարումը հատուկ հարմարանքներով՝ ավտոմատներով, որոնք գործում են առանց մարդու անմիջական մասնակցության։
Եթե աշխատանքի մեքենայացումը թեթև ացնում է մարդու ֆիզիկական աշխատանքը,ապա ավտոմատացումը աշխատողին ազատում է նաև մեքենաների և մեխանիզմների անմիջական ղեկավարումից։ Ավտոմատացումը թույլ է տալիս էականորեն բարձրացնել աշխատանքի արտադրողականությունը և արտադրանքի որակը, աշխատանքի անվտանգությունը և արտադրության կուլտուրան։ Սակայն ավտոմատացման միջոցների արժեքը և դրանց կարգաբերման ծախսերը մի շարք դեպքերում բավականին բարձր են: Հետևաբար արտադրական գործընթացների ավտոմատացմանը պետք է դիմել տնտեսապես շահավետ պայմանների դեպքում, ինչպես նաև ծանր և թունավոր աշխատանքի պայմաններից մարդուն ազատելու համար։Արտադրական գործընթացների ավտոմատացման նախադրյալները կայանում է ձեռքի բոլոր աշխատանքների ամբողջական մեքենայացման, ինչպես նաև հսկիչ-չափիչ սարքավորումների լայն կիրառման մեջ։
Լեռնահորատման աշխատանքներում կիրառվող հաստոցների հագեցումը հսկիչ-չափիչ սարքավորումներով հնարավորություն է տալիս ստանալ տեղեկատվություն տեխնոլոգիական գործընթացի վերաբերյալ, ժամանակին կատարելու ճշտումներ (ուղղումներ) և ըստ այդմ դրականորեն ազդել արդյունքների վրա։
Այսպես, հորատանցքերի հորատման ժամանակ հետևելով պրիբորների ցուցմունքներին ու գրառումներին կարելի է՝
· իրականացնել հորատման ռեժիմի պարամետրերի օպտիմալ արժեքների որոնում և ապահովում (պահպանում),
· ապահովել ապարքայքայիչ գործիքի ռացիոնալ բանեցում,
· որոշել վթարային իրադրությունները և ժամանակին կանխել վթարները,
· վերլուծել աշխատանքային ժամանակի բալանսը և իրականացնել մեխանիկակ անկարոտաժ:
Հորատանցքի խորության ավելացման հետ բարդանում է հորատման գործընթացը, որը բավականին մեծացնում է հսկիչ-չափիչ սարքերի դերը: Խորը հորատանցքերի հորատման գործընթացի և նրա պարամետրերի (հորատախորշային ճնշում և շերտային ճնշում, դինամիկական մակարդակ ,ջերմաստիճան, ծախս և այլն) հսկման համար մակերևույթային պրիբորներից բացի օգտագործում են նաև խորքային պրիբորներ:
Ներկայումս երկրաբանահետախուզական և լեռնահանքային արդյունաբերության մեջ մեծ չափով օգտագործում են մեքենաների, մեխանիզմների և ավտոմատացման միջոցների աշխատանքի հսկման և գրանցման սարքեր, իսկ որոշ պարամետրերի և գործընթացների կարգավորումը իրականացվում է հեռուստաղեկավարմամբ:
1. ՀԻՄՆԱԿԱՆ ՀԱՍԿԱՑՈՒԹՅՈԻՆՆԵՐ ՉԱՓՈԻՄՆԵՐԻ ԵՎ ՀՍԿԻՉ –ՉԱՓԻՉ ՍԱՐՔԵՐԻ ՎԵՐԱԲԵՐԻԱԼ
1.1. Ընդհանուր տեղեկություններ
Հսկիչ-չափիչ սարքերը (ՀՉՍ) ծառայում են հորատման գործընթացի հիմնական պարամետրերի գրանցման և ղեկավարման համար նպատակ ունենալով պահպանել օպտիմալ տեխնոլոգիական ռեժիմները և կանխել վթարային իրավիճակները: Այդպիսի որոշիչ պարամետրերի թվին են պատկանում՝ առանցքային բեռնվածությունը հորատախորշի վրա, հորատման մեխանիկական արագությունը, հորատման խողովակաշարի պտտման հաճախությունը, հորատալուծույթի ծախսը, ոլորող մոմենտը և այլն: Պայմանականորեն դրանք բաժանվում են հորատման տեխնոլոգիական ռեժիմի պարամետրերի (առանցքային բեռնվածություն, հորատալուծույթի ծախսը և նրա ճնշումը, պտտման հաճախությունը և այլն) և հորատման էֆեկտիվության պարամետրերի կամ ցուցանիշների (մեխանիկական և երթային արագություններ, ծախսող հզորություն և այլն):
Ժամանակակից հորատման կայանքները համալրված են մեկական պարամետրեր հսկող սարքերով, ինչպես նաև հորատման գործընթացի պարամետրերի համալիր հսկման ապարատուրաներով: Առաջին խմբին են պատկանում առանցքային բեռնվածության ինդիկատորները, հորատալուծույթի ծախսաչափերը և ճնշաչափերը, ոլորող մոմենտի սահմանափակիչները, վատտաչափերը, պտտման հաճախության ինդիկատորները, հորատախորշային հարվածային մեքենաների հարվածների հաճախության չափիչները: Երկրորդ խմբին են պատկանում ГП-18А հսկիչ–չափիչ ապարատուրայի ПКМ, ИРБ փոքր չափերի չափիչ ապարատուրաները:
Ըստ գործողության սկզբունքի հսկիչ-չափիչ սարքերը ստորաբաժանվում են էլեկտրականի, հիդրոպնևմատիկականի և մեխանիկականի: Սակայն ավելի հաճախ սարքերում օգտագործվում է այդ սկզբունքների համակցությունը: Երկրաբանահետախուզական աշխատանքներում կիրառվող հսկիչ-չափիչ սարքերը դասակարգվում են հետևյալ կերպ:
Ըստ չափվող մեծության բնույթի՝ հորատման խողովակաշարի զանգվածի, առանցքային բեռնվածության, ոլորող մոմենտի, խողովակաշարի պտտման հաճախության, հորատման խողովակների իջեցման և բարձրացման արագության, հորատալուծույթի քանակի և ճնշման չափիչների:
Ըստ հաշվանքի եղանակի՝ ցուցադրող, ինքնագրող, գումարող, ազդանշանող, հեռակառավարող:
Ըստ չափագիտական նշանակության՝ տեխնիկական, աշխատանքային տեղերում տեղադրվող, հսկիչ, տեխնիկական սարքերի ծառայության համար, նմուշային և չափիչ հարմարանքների ստուգման համար:
Հսկիչ-չափիչ սարքերը բաղկացած են երեք հիմնական մասերից՝ տվիչից (զգայուն էլեմենտից), ձևափոխող- ուժեղացնող մասից և ցուցասարքից կամ ինդիկատորից: Որոշ սարքերում ձևափոխիչ-ուժեղացուցիչ մասը բացակայում է: Այդպիսի սարքերի ազդանշանները մարդու զգայարանների կողմից չեն ընկալվում:
Հսկիչ-չափիչ սարքերին և ապարատուրաներին ներկայացվում են հետևյալ հատուկ պահանջները.
1) բանեցման պարզությունը և աշխատանքի հուսալիությունը,
2) կայունությունը շրջակա միջավայրի (ճնշման, ջերմաստիճանի և խոնավության) ազդեցության նկատմամբ,
3) կայունությունը վնասակար ազդեցություններից (յուղի կամ հորատալուծույթի ներթափանցումից, վիբրացիայից),
4) այդ հսկիչ-չափիչ սարքերի տեղադրելու հնարավորությունը ինչպես նոր, այնպես էլ արդեն գործող սարքավորումների վրա:
Հսկիչ-չափիչ սարքերը հիմնական մասը տվիչն է, որը արձակում է արտաքին ազդեցությանը համեմատական ազդանշան: Այդ ազդանշանը (տեղեկությունը) հետագայում ձևափոխվում է մարդու զգայարանների կողմից ընկալելու կամ գործընթացի հսկողության համար:
1.2. Չափման գործընթացը, մեթոդները և միավորները
Չափումը փնտրվող մեծության համեմատման գործընթացն է նույն բնույթի մեծության հետ, որը ընդունված է որպես չափման միավոր:
Հարմարանքը, որը ծառայում է փնտրվող մեծությունը համեմատելու չափման միավորի հետ, կոչվում է չափիչ սարք, իսկ չափման միավորի նյութական նմուշը՝չափ, որը կարող է լինել մարմնի, նյութի և հարմարանքի տեսքով:
Չափումները կարող են իրականացվել տարբեր եղանակներով և մեթոդներով՝ուղղակի չափում, անուղղակի չափում և համատեղ չափում մեթոդներ:
ՈՒղղակի չափում անվանում են այն մեթոդները, որոնց դեպքերում չափման են ենթարկվում անմիջապես փնտրվող մեծությունները. ընդ որում փնտրվող մեծությունը կարող է որոշվել անմիջապես չափիչ սարքի ցուցմունքով, որը աստիճանավորված է չափման համապատասխան միավորներով, կամ համեմատելով այն տվյալ մեծության չափի հետ: Օրինակ, քաշը կարելի է չափել զսպանակավոր կշեռքով, որը ունի քաշի միավորներով աստիճանավորված սանդղակ, կամ լծակավոր կշեռքով ու կշռաքարերով:
Անուղղակի չափման մեթոդների դեպքում փնտրվող մեծությունը անմիջապես չի չափվում, այլ հաշվարկվում է այլ մեծությունների ուղղակի չափումների հիման վրա: Օրինակ, հաստատուն հոսանքի շղթայում հզորությունը կարելի է որոշել անուղղակի եղանակով՝ ելնելով հոսանքի լարման(U) և հոսանքի ուժ(I) մեծությունների արտադրյալից (P=U·I):
Համատեղ չափման մեթոդների դեպքում փնտրվող մեծությունները որոշում են մի շարք ուղղակի չափումների համադրմամբ, որոնք օգտագործվում են փնտրվող մեծությունը պարունակող հավասարումների համակարգի լուծման համար: Որպես օրինակ կարող է ծառայել ձողի գծային ընդարձակման որոշումը՝ չափելով նրա երկարությունը տարբեր ջերմաստիճանների տակ:
Հորատման ռեժիմի պարամետրերի չափումը հիմնականում կատարվում է ուղղակի եղանակով:
Չափման միավորները սահմանվում են որոշակի համակարգերի հիման վրա: Չափման միավորների միջազգային SI համակարգը (SI- Systeme Internationale) ունի հիմնական և լրացուցիչ միավորներ:Լրացուցիչ միավորները ստացվում են հիմնակյաններից: Օրինակ ուժի միավորը՝ նյուտոնը, դուրս է բերվում Նյուտոնի երկրորդ օրենքից՝ F=ma: Այս բանաձևում ընդունելով m=1կգ և a=1մ/վրկ2, կստանանք F=1 նյուտոն: Հետևաբար նյուտոնը (Ն) այն ուժն է, որը 1կգ զանգվածին հաղորդում է 1մ/վրկ2 արագացում:
1.3. Չափեր և չափիչ սարքեր (приборы)
Լեռնահանքային արտադրության մեջ իրականացվող գորընթացների պարամետրերի վերաբերիալ տեղեկատվությունը ստանում են չափիչ սարքերի օգնությամբ: Չափիչ սարքերը կարելի է ստորաբաժանել հետևյալ խմբերի՝ համեմատման, ցուցադրման և ինտեգրման:
Չափերը և չափիչ սարքերը ըստ ճշգրտության ստորաբաժանվում են երեք կարգերի՝ ա) էտալոնային չափեր և չափիչ սարքերը, բ)նմուշային չափեր և չափիչ սարքեր, գ)աշխատանքային չափեր և չափիչ սարքեր:
Էտալոնները նմուշային չափեր ու սարքեր են, որոնք ապահովում են չափման միավորների վերարտադրությունն ու պահպանումը չափագիտական ճշտությամբ, այսինքն ամենաբարձր ճշտությամբ, որը կարող է ապահովել ժամանակակից գիտությունը և չափիչ տեխնիկան: Էտալոնները ստորաբաժանվում են առաջնայինի, երկրորդայինի և երրորդայինի: Առաջնային համարվում են պետական էտալոները, երկրորդայինները առաջնայինների կրկնօրինակներն են, իսկ երրորդայինները՝ պատրաստվում են երկրորդայիններից և համարվում են աշխատանքային էտալոններ՝ նմուշային չափերի և չափիչ սարքերի ստուգման համար:
Չափիչ սարքերի հիմնական բնութագիրը դա նրա ճշտությունն է: Ճշտությունը ընդունված է գնահատել սխալանքով, որը կարող է արտահայտվել բացարձակ և հարաբերական սխալանքներով:
Բացարձակ
սխալանքը
հավասար է
չափման X
արդյունքի և
իրական արժեքի
![]() տարբերությանը՝
տարբերությանը՝![]() ,
ընդ որում
չափվող
մեծության
իրական
արժեքը
համարվում է
նմուշային
սարքի
ցուցմունքը: Բացարձակ
սխալանքը
ամբողջությամբ
չի կարող
բնութագրել
սարքի ճշտությունը,
եթե հայտնի չէ
սարքի չափման
ընդգրկույթը:
Սովորաբար
սարքի
ճշտության
գնահատման
համար
օգտվում են
բերված
սխալանք
հասկացողությունից:
,
ընդ որում
չափվող
մեծության
իրական
արժեքը
համարվում է
նմուշային
սարքի
ցուցմունքը: Բացարձակ
սխալանքը
ամբողջությամբ
չի կարող
բնութագրել
սարքի ճշտությունը,
եթե հայտնի չէ
սարքի չափման
ընդգրկույթը:
Սովորաբար
սարքի
ճշտության
գնահատման
համար
օգտվում են
բերված
սխալանք
հասկացողությունից:
Բերված
սխալանքը՝
առավելագույն
բացարձակ
սխալանքի ![]() հարաբերությունն
է սարքի
չափման
ընդգրկույթի
հարաբերությունն
է սարքի
չափման
ընդգրկույթի ![]() վրա
արտահայտված
տոկոսներով՝
վրա
արտահայտված
տոկոսներով՝
![]()
Կախված սարքի աշխատանքային պայմաններից սխալանքը ստորաբաժանվում է հիմնականի և լրացուցիչի: Հիմնական համարվում է առավելագույն սխալանքը, որը որոշվում է սարքի նորմալ աշխատանքային պայմաններում աստիճանավորումով (градyировка):Աշխատանքային պայմանների փոփոխությունը նորմալից բերում է լրացուցիչ սխալանքի:
Համապատասխան ԳՕՍՏ 1845-59-ի չափիչ սարքերը կախված հիմնական բերված սխալանքից ստորաբաժանվում են ճշտության ութ դասերի՝ 0,05; 0,1; 0,2; 0,5; 1,0; 1,5; 2,5; 4,0: Նշված թվերը ցույց են տալիս տվյալ սարքի առավելագույն հիմնական բերված սխալանքը:
Օրինակ:
Աշխատանքային
մանոմետրի
չափման
ընդգրկույթը
![]()
Նորմալ պայմաններում ճնշման չափման դեպքում այդ մանոմետրը ցույց տվեց X=21կգ/սմ2, իսկ նմուշային մանոմետրը՝ XՆ=20կգ/սմ2: Որոշել աշխատանքային մանոմետրի ճշտության դասը սանդղակի տվյալ կետում:
Աշխատանքային մանոմետրի հիմնական բացարձակ սխալանքը՝
![]()
Այս սարքի հիմնական բերված սխալանքը ՝
![]()
Հետևաբար աշխատանքային մանոմետրի ճշտությունը 4 դասի է:
Չափման արդյունքները միշտ տարբերվում են չափվող մեծության իրական մեծությունից, որը պայմանավորված է չափիչ սարքերի անճշտությամբ, չափման մեթոդների անկատարելիությամբ, մարդու զգայարանների անկատարելիությամբ, որը ընդունում է չափման արդյունքները, հետևաբար չափումները միշտ ուղեկցվում են որոշակի սխալանքով:
Լեռնահանքային արտադրության բնագավառում օգտագործվում են ինչպես ընդհանուր արդյունաբերական չափիչ սարքեր, այնպես էլ հատուկ չափիչ հարմարանքներ և կայանքներ:
1. Բնութագրել չափման գործընթացը:
2. Ո՞րն է կոչվում չափիչ սարք:
3. Ո՞րն է կոչվում չափ:
4. Բնութագրել չափման մեթոդները:
5. Ո՞րն է չափման ուղղակի մեթոդը: .
6. Ո՞րն է չափման անուղղակի մեթոդը:
7. Ո՞րն է չափման համատեղ մեթոդը:
8. Չափիչ սարքերի դասակարգումը:
9. Ի՞նչ են իրենցից ներկայացնում էտալոնային նմուշային սարքերը:
10. Ինչպե՞ս է որոշվում բացարձակ սխալանքը:
11. Ինչպե՞ս է որոշվում բերված սխալանքը:
12. Որո՞նք են հիմնական և լրացուցիչ սխալանքները:
13. Որոշել աշխատանքային մանոմետրի ճշտության դասը:
14. Թվարկել չափիչ սարքերի ճշտության դասերը ըստ բերված սխալանքի:
15. Ի՞նչ չափիչ սարքեր են օգտագործվում լեռնահանքային արտադրության բնագավառում:
2. ՀԵՂՈՒԿԻ ԵՎ ԳԱԶԻ ՃՆՇՄԱՆ ՃԱՓՄԱՆ ՍԱՐՔԵՐ
2.1. Ընդհանուր արդյունաբերական տեսակի մանոմետրեր
Ճնշում է անվանվում միավոր մակերեսի վրա նորմալի ուղղությամբ կիրառված ուժը՝ Պա (Ն/մ2):
Տեխնիկական չափումներում կիրառվում են նաև հետևյալ ոչ արտահամակարգային ճնշման չփման միավորները.
1. Տեխնիկական մթնոլորտը (մթ) կամ կիլոգրամ-ուժը մեկ քառակուսի սանտիմետրի վրա (կգ.ուժ/սմ2),
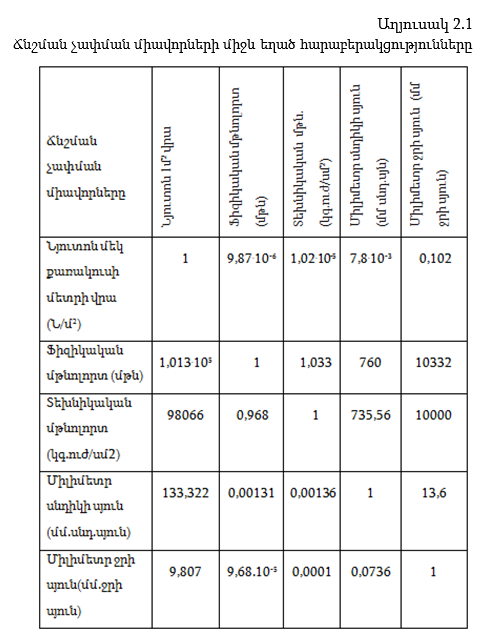
2. Ֆիզիկական մթնոլորտը (մթն),
3. Միլիմետր սնդիկի սյունը (մմ սնդ.սյն.) ,
4. Միլիմետր ջրի սյունը (մմ ջրի սյն.):
Տարբերում են ճնշման հետևյալ տեսակները` մթնոլորտային ճնշում կամ
Բարոմետրական ճնշում (Pմ), ավելցուկային ճնշում (P), բացարձակ ճնշում (Pբ) և նոսրացման ճնշում (разрежение)(Pն) (որաշակի արժեքներում` վակուում):
Մթնոլորտային կամ բարոմետրական ճնշումը շրջապատող օդի ճնշումն է (փոփոխական մեծություն):
Ավելցուկային ճնշումը` բացարձակ և բարոմետրական ճնշումների տարբերությունն է՝
![]()
Բացարձակ ճնշումը` ամբողջական ճնշուն է, որի տակ գտվում է նյութը՝
![]()
Նոսրացում (разрежение) է անվանվում բարոմետրական և բացարձակ ճնշումների տարբերությունը՝
![]()
Վակուում` խորը նոսրացում ( глубокое разрежение )` ավելի քան 500մմ սնդիկի սյուն (66650Ն/մ2):
Ճնշման չափման սարքերը ստորաբաժանվում են ըստ հետևյալ չափանիշների:
1.Ըստ չափվող մեծությունների տեսակների:
Բարոմետրեր`մթնոլորտային ճնշման չափման համար, մանոմետրեր, միկրոմանոմետրեր, ճնշաչափեր` ավելցուկային ճնման չափման համար, մանովակուումնաչափեր՝ ավելցուկային ճնշման և վակուումի չափման,վակումումմետրեր, քարշաչափեր (тягомери)՝ նոսրացման (разрежения) և վակուումի չափման համար, դիֆերենցյալ մանոմետր`ճնշմումների տարբերության չափման համար:
2.Ըստ աշխատանքի սկզբունքի`հեղուկային, զսպանակային, մխոցային, ռադիոակտիվ, պիեզոէլեկտրական և տենզոմետրական:
Լեռնահորատման աշխատանքներում հիմնականում կիրառվում են առաջին երեք խմբի սարքերը:
2.2. Հեղուկային մանոմետրեր
Այս սարքերում չափվող ճնշումը հավասարակշռվում է հեղուկի սյան միջոցով: Այդ մանոմետրերը լինում են U-ձև խողովակով, թասավոր (чашечные), թեք խողովակով և օղակային կշեռքներ:
U-ձև մանոմետրերը (նկ.1) ունեն պարզ կառուցվածք և հուսալի են շահագործման մեջ: Դրանք կիրառվում են ոչ մեծ ճնումների (մինչև 2կգուժ/սմ2 կամ 196132Ն/մ2), նոսրացման (разрежение) և ճնշման անկումների չափման համար:
Այդպիսի սարքերի աշխատանքի սկզբունքը հիմնված է չափվող ճնշման և հայտնի ճնման հավասարակշռման վրա:
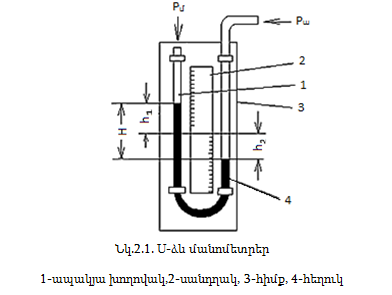
Երկկողմ ցուցնակը բաժանված է միլիմետրերի, որի զրոյական նիշը տեղադրված է մեջտեղում: Խողովակի ծնկաձև մասը լցված է աշխատանքային հեղուկով (սնդիկ, սպիրտ, երբեմն յուղ կամ ջուր): Ճնշման կամ նոսրացման չափման համար խողովակի մի ծայրը միացվում է ճնշման նոսրացման աղբյուրին, իսկ երկրորդը ազատ կապված է մթնոլորտի հետ:
Ճնշման
անկման չափման
համար խողովակի
ծայրերը միացվում
են տարբեր ճնշումներ
ունեցող տեղամասերին:
Սարքի ցուցմունքները
որոշվում են միլիմետրական
սանդղակով,
որը
կախված է խողովակի
ծնկներում աշխատանքային
հեղուկի մակարդակների տարբերությունից
(H=h1+h2),
հեղուկի խտությունից
(![]() )
և
ջերմաստիճանից
ու կախված չէ
խողովակի
լայնական
հատույթից:
)
և
ջերմաստիճանից
ու կախված չէ
խողովակի
լայնական
հատույթից:
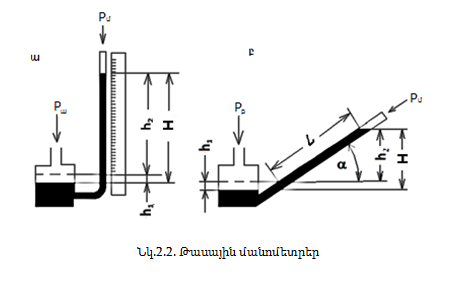
Թասային(чашечные) մանոմետրերը (նկ.2.2) համարվում են U-ձև մանոմետրերի տարատեսակ և տարբերվում են դրանցից նրանով` որ երկրորդ ծունկը փոխարինված է թասով(чашка)՝ մոտավորապես 20 անգամ մեծ տրամագծի անոթով: Թասում հեղուկի մակարդակի աննշան փոփոխությունը բերում է խողովակուում դրա բավական մեծ փոփոխությանը: Թասի փողրակը միացվում է չափվող ճնշմանը, իսկ ապակյա խողովակի ազատ ծայրը միացված է մթնոլորտին:
Ապակյա խողովակին զուգահեռ տեղադրված է միլիմերային սանդղակ, որի զրոյական ճնշումը համապատասխանում է հեղուկի մակարդակին խողովակում և թասում մինչև չափումը: Ճնշման չափման հաշվարկը կատարվում է ապակյա խողովակի մակարդակով(H):
Միկրոճնշումների և միկրոնոսրացումների չափման համար կիրառվում են թեք ապակյա խողովակով թասային մանոմետրեր (նկ.2.2,բ): Թասում հեղուկի մակարդակի չնչին տատանումը համապատասխանում է հեղուկի զգալի տեղաշարժին թեք խողովակում, որը հնարավորություն է տալիս չափելու փոքր ճնշումներ:
Սակայն գործնականում
![]() անկյունը
150 փոքր չի
արվում, քանի
որ փոքր
անկյունների
դեպքում մակակորությունը(мениск)
ձգվում է և
դժվարանում է
հաշվարկի
գրանցումը:
անկյունը
150 փոքր չի
արվում, քանի
որ փոքր
անկյունների
դեպքում մակակորությունը(мениск)
ձգվում է և
դժվարանում է
հաշվարկի
գրանցումը:
Միկրոմանոմետրերով չափվող ճնշման մեծությունը՝
![]()
Որտեղ L-ը
սյան երկարությունն
է, ![]() -ն
հեղուկի
խտությունն է:
-ն
հեղուկի
խտությունն է:
Օղակային կշեռքները (նկ.2.3) համարվում են ճնշումների տարբերության չափման առավել զգայուն հեղուկային սարքեր:
Դրանք իրենցից ներկայացնում են օղակձև տեսքի կլոր հատույթի մետաղական խողովակ 3, որը 5 միացնող ձողի(планка) և բուրգի միջոցով հենվում է 2 հենարանին: Օղակի ստորին մասը լցված է հեղուկով, իսկ վերևում տեղադրված է 6 միջնորումը, որի երկու կողմերում տեղադրված են միացման փողրակներ:
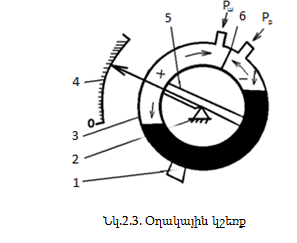
Օղակի ստորին մասին ամրացված է բեռ: Օղակի <<+>> խուցը փողրակով և խողովակով միացվում է չափվող ճնշմանը, իսկ <<->> խուցը միացված է մթնոլորտին: <<+>> և <<->> խցերում ճնշումների տարբերության հետևանքով փոփոխվում են հեղուկի մակարդակների դիրքերը և միջ նորման վրա սկսում է ազդել պտտող մոմենտ: Մինչև հավասարակշռության վերականգնումը՝ օղակը միացման ձողով (планка) և սլաքով կպտտվի հենարանի շուրջը միկողմից բեռի քաշի ուժի ազդեցությունից և հեղուկի մակարդակների տարբերությունից մյուս կողմից: Ցուցմունքը հաշվում են 4 սանդղակի վրա: Օղակի արտաքին ծայրին ավելացված է բեռ 1:
2.3 Զսպանակավոր մանոմետրեր
Ավելցուկային ճնշման, նոսրացման և վակուումի չափման համար տեխնիկայում առավել տարածում են ստացել զսպանակավոր մանոմետրերը: Դրանք ունեն պարզ կառուցվածք, էժան են և հուսալի շահագործման մեջ: Այդ սարքերի զգայուն էլեմենտներ կարող են լինել՝ մանգաղաձև խողովակային զսպանակը (Բուրդոնի խողովակ), բազմագալար խողովակային զսպանակը (գելիկս), հարթ մեմբրանը և հարմոնիկային մեմբրանը (սիլֆոն):
Զսպանակավոր մանոմետրի գործողության ընդհանուր սկզբունքը կայանում է նրանում, որ չափվող ճնշման ազդեցության տակ զգայուն էլեմենտը դեֆորմացվում է և փոխանցումային մեխանիզմի միջոցով դեֆորմացիան վերափոխվում է սլաքների շրջանային շարժմանը սանդղակի երկարությամբ: Ընդ որում սլաքի տեղաշարժը համեմատական է զգայուն էլէմենտի դեֆորմացիային, հետևաբար և չափվող ճնշմանը:
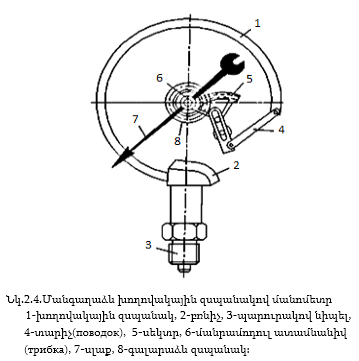
Մանգաղաձև խողովակներով զսպանակավոր մանոմետրեր (նկ.2.4)
Զգայուն էլեմենտը՝ խողովակային զսպանակը պատրաստվում է ֆոսֆորային բրոնզից, բերիլային բրոնզից կամ լատունից, իսկ 200 կգ/ուժ/սմ2 (1960*104 Ն/մ2) և ավելի ճնումների համար՝ պողպատից: Խողովակային զսպանակը 1 մի ծայրով զոդված է 2 բռնիչում, իսկ խցանով փակված երկրորդ ծայրը զոդված է և հոդակապով միացված փոխանցումային մեխանիզմին: Բռնիչի մյուս ծայրը վերջանում է պարուրակային նիպելով 3: Այս մեխանիզմի կազմի մեջ են մտնում տարիչը 4, սեկտորը 5 և տրիբը (մանրամոդուլ ատամնանիվ ) 6, որի առանցքին հագցրված է սլաքը 7: Սարքի «մեռյալ» քայլերի (люфтов) վերացման համար ծառայում է գալարային զսպանակը 8: Սարքի գործողությունը հիմնված է նրա վրա, որ օվալի տեսք ունեցող սնամեջ խողովակային զսպանակը ներքին ճնման ազդեցության տակ ձգտում է ձեռք բերել գլանի տեսք և միաժամանակ դառնալ ուղղագծային ու փոխանցող-բազմապատկիչ մեխանիզմի միջոցով ազդում է սլաքի վրա:
Գործնականում խողովակային զսպանակի ետ ոլորման աստիճանը չի գերազանցում 100: Աշխատանքային մանոմետրի ճշգրտության դասը կազմում է 1.5, 2.5, և 4: Ավելի ճշգրիտ չափումների համար օգտվում են հսկիչ մանոմետրից, որոնց ճշգրտության դասը 0,5 և 1,0 է, իսկ լաբորատոր պայմաններում կիրառվում են 0,2 և 0,35 ճշտության դասի մանոմետրեր:
Գազի ճնշման չափման մանոմետրերը կոնստրուկցիայով չեն տարբերվում նշված մանոմետրերից, սակայն ունեն որոշ առանձնահատկություններ: Այսպես, նույն մանոմետրը չի կարելի օգտագործել այրվող և չայրվող գազերի ճնշման չափման համար: Այդ նպատակով մանոմետրերի թվացույցերը ներկում են տարբեր գույներով և գրում գազի անունը: Թթվածնի ճնշման չափման մանոմետրերը մանրազննին յուղազերծվում են, քանի որ յուղի և թթվածնի միացումը բերում է պայթյունի: Այդ մանոմետրի թվացույցի վրա գրվում է Ն << Թթվածնային, յուղավտանգ >>:
Վակուումաչափերի կառուցվածքը նմանակ է խողովակային զսպանակով կարող է լինել սիլֆոնային մանոմետրեր կամ մեմբրանային մանոմետրեր, միայն այն տարբերությամբ, որ զսպանակի ծայրը վակուումի չափման ժամանակ ետ չի ոլորվում, այլ ընդհակառակը ոլորվում է: Վակուումաչափի սանդղակը աստիճանավորված է մմ սնդ. սյուն:
Մանովակուումաչափերով չափվում է մթնոլորտայինից ցածր և բարձր ճնշումներ: Այս սարքի սանդղակի աջ մասը ծառայում է ճնշման չափման համար, իսկ ձախ՝ նոսրացման համար: Հետևաբար սանդղակի աջ մասը աստիճանավորված է ճնշման չափման միավորներով (կգուժ/սմ2), իսկ ձախը՝ նոսրացման միավորներով (մմ.սնդ.սյուն):
Բազմագալար խողովակային զսպանակով մանոմետրի զգայուն էլեմենտը գելիքսն է՝ 2,5-ից մինչև 9 փաթույթներ ունեցող գալարի տեսքով, որը հնարավորություն է ընձեռնում ետ պտտվելու մինչև 50-60°, ապահովելով մեծ զգայունություն և չափման ճշտություն: Այսպիսի սարքերի չափման ճշտության դասը 1,5 է: Այս մանոմետրերը կարող են լինել ցուցադրող, գրանցող և հնարավորություն ունեն հատուկ հարմարանքով էլեկտրական լարերի միջոցով ցուցմունքները փոխանցել հեռավորության վրա:
Էլեկտրակոնտակտային մանոմետրեր (ԷԿՄ): Ճնշման, նոսրացման չափման և միաժամանակ չափվող պարամետրերի թույլատրելի նվազագույն կամ առավելագույն մեծությանն հասնելիս ազդանշանելու համար կիրառվում են էլեկտրական կոնտակտով մանոմետրեր: Լինելով նմանակ խողովակային զսպանակով մանոմետրին, դրանք ունեն ևս երկու սլաք՝ դրվածքով (устовка) էլեկտրական կոնտակտով: Ընդ որում այդ սլաքների դիրքը կարող է փոխվել օպերատորի կողմից: Այս մանոմետրի ճշգրտության դասը 2,5 է:
Մեմբրանային մանոմետրերի մեմբրանները, կարող են լինել հարթ, հարթ-ալիքավոր և ալիքավոր (սիլֆոններ): Հարթ մեմբրանով սարքերը կիրառվում են ոչ բարձր ճնշումների (մինչև 25 կգ ուժ/սմ2-2,4 ՄՆ/մ2) և նոսրացման (0-760 մմ սնդ. սյուն-0÷0,1 ՄՆ/սմ2) չափման համար:
Սիլիֆոնային մանոմետրներն ունեն մեծ շարժունակություն, որի շնորհիվ, դրանք կիրառվում են ցածր ճնշումների՝ 0,3-ից մինչև 5 կգ ուժ/սմ2 (29420 Ն/մ2-ից մինչև 0,49 ՄՆ/մ2) չափման համար:
Սիլֆոնային մանոմետրերը թողարկվում են 1 և 1,5 դասերի ճշտությամբ:
2.4. Մխոցային մանոմետրեր
Մխոցային մանոմետրերը ունեն չափման մեծ ճշտություն և դրանց օգնությամբ հիմնականում իրականացվում են աշխատանքային, հսկիչ և զսպանակավոր մանոմետրերի ստուգում: Այս մանոմետրերը ունեն 0,02; 0,05; և 0,2 ճշտության դասեր:
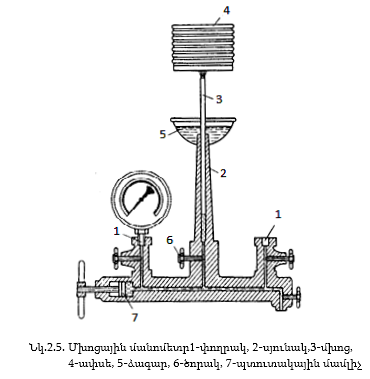
Մխոցային մանոմետրերի (նկ.2.5) աշխատանքի սկզբունքը հիմնված է որոշելու ճնշումը հեղուկի վրա, որը ստեղծվում է մխոցի և չափաբերման բեռի ազդեցության տակ:
Մխոցային մանոմետրի հիմնական չափիչ մասը ուղղահայաց տեղակայված 2 սյունակ է, որի գլանաձև անցքում տեղադրվում է 4 ափսեյով 3 մխոցը: Չափումների կատարման ընթացքում ափսեյի վրա տեղադրվում են չափաբերման բեռներ: Սարքի ստորին մասում են գտնվում 7 պտուտակային մամլիչը, 6 ծորակը և 1 փողրակները ստուգվող մանոմետրին միացնելու համար:
Մանոմետրի ստուգման համար փողրակներին միացվում են մեկ կամ երկու մանոմետրեր, 5 ձագարը լցվում է թույլ մածուցիկ միներալային յուղ, որով լցվում է պրիբորի կանալները և գլանը: Այնուհետև գլան է իջեցվում մխոցը, իսկ ափսեյի վրա տեղադրվում է համապատասխան քանակի չափաբերման բեռներ: Մխոցի և գլանի մակերևույթների միջև շփման նվազեցման նպատակով ձեռքով պտտում են մխոցը բեռի հետ մեկտեղ:
Մանոմետրով չափվող ճնշումը կարելի է որոշել հետևյալ բանաձևով:
![]()
րտեղ G1-ը մխոցի ափսեի քաշն է Ն-ով,
G2-ը չափաբերման բեռի քաշն է Ն-ով,
F-ը մխոցի մակերեսն է մ2-ով:
Եթե մխոցի և բեռների քաշը միասին 1 կգ ուժ է, իսկ մխոցի հատույթի մակերեսը 1սմ2, ապա հաշվարկը դժվար չէ:
Կապված այն բանի հետ, որ 1 սմ2 հատույթի մակերեսով մխոցի կոշտությունը և ամրությունը սահմանափակ է, ապա կարելի է առավելագգույնը չափել մինչև 50 կգ ուժ/սմ2 (4,9 ՄՆ/մ2) ճնշում:
Սարքի 7 պտուտակային մամլիչը հնարավորություն է տալիս չափելու ավելի բարձր ճնշումներ: Այդ նպատակով 6 ծորակի օգնությամբ անջատվում է մխոցի կալունակը և փողրակներից մեկին միացվում է նմուշային մանոմետրը, իսկ մյուսին`ստուգվող աշխատանքայինը: Պտուտակային մամլիչի միջոցով ստեղծվում է ճնշում և համեմատվում երկու մանոմետրերի ցուցմունքները:
2.5. Հորատման աշխատանքներում օգտագործվող հատուկ խորքային մանոմետրեր
Հետախուզական և շահագործական հորատանցքերի հորատման պրակտիկայում օգտագործվում են հատուկ սարքեր, որոնց հիմքում ընկած են ընդհանուր արդյունաբերական մանոմետրի աշխատանքի սկզբունքը: Այդ մանոմետրերը ունեն կառուցվածքային որոշակի առանձնահատկություններ և հարմարեցված են աշխատանքի կոնկրետ պայմաններին:
Խորքային մանոմետրերը կիրառվում են նավթի և գազի հետախուզական և շահագործական հորատանցքերի հորատման ժամանակ՝ շերտային և հորատախորշային ճնշումների չափման և գրանցման համար:
Այս ճնշումների չափումը հնարավորություն է տալիս լուծել հետևյալ խնդիրները՝
1) որոշել դեբիտի կախվածությունը դեպրեսիայից հորատախորշի վրա,
2) կազմել իզոբարային քարտեզ, որն անհրաժեշտ է շերտային փորձարկման օպերացիաների որակի գնահատման և դրա ֆիզիկական պարամետրերի որոշման համար,
3) հետազոտել հորատանցքերի փոխազդեցությունները, հետևաբար և շերտի հիդրոհաղորդակցությունը:
Հաշվի առնելով աշխատանքի առանձնահատկությունները, խորքային մանոմետրերը պետք է բավարարեն հետևյալ պահանջներին՝
· ունենան փոքր արտաքին տրամագիծ, որպեսզի տեղավորվեն շերտափորձարկիչների մեջ կամ իջեցվեն պոմպակոմպրեսորային խողովակների միջով,
· ունենան բավարար ամրություն և հերմետիկություն բարձր հիդրոստատիկ ճնշումներին դիմակայելու համար,
· սարքի կառուցվածքը և նյութը բարձր ջերմաստիճանում և ագրեսիվ միջավայրում պետք է բավարարեն նրա աշխատանքի հնարավորություն:
Խորքային մանոմետրերը դասակարգվում են հետևյալ ըստ հատկանիշներով.
1. Ըստ նշանակության՝ նախատեսված են չափելու ավելցուկային ճնշումներ և դիֆերենցիալ ճնշումներ:
2. Ըստ աշխատանքի սկզբունքի՝ բազմագալար խողովակային զսպանակով մանոմետր, զսպանակամխոցային մանոմետր և օդաճնշական մանոմետր: Վերջինս կոչվում է նաև խորքային դիֆերենցիալ մանոմետր:
3. Ըստ ճշգրտության աստիճանի լինում են՝ աշխատանքային մանոմետր և բարձր ճշտության մանոմետր (прецизионные):
4. Ըստ ցուցմունքի փոխանցման եղանակի՝ տեղական և հեռավորության վրա գրանցումով:
Խորքային մխոցավոր մանոմետրի սկզբունքային սխեման պատկերված է նկ.2.6-ի վրա:
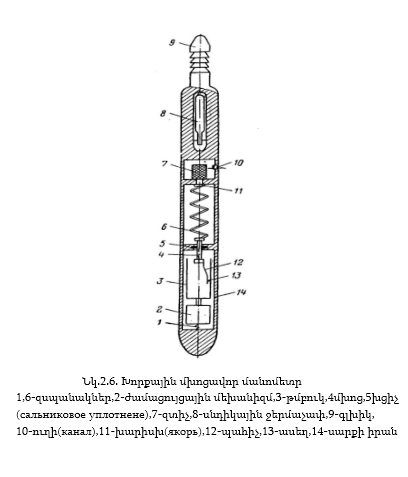
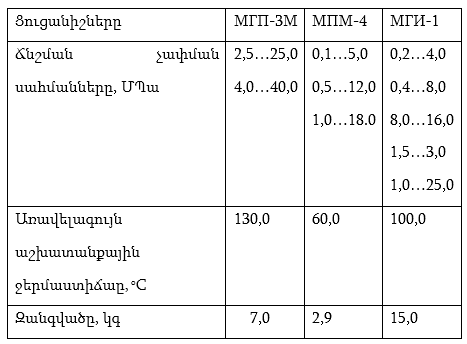
МПГ-3М տեսակի խորքային մխոցավոր մանոմետրերը թողարկվում են 160, 250, և 400 կգուժ/սմ2 (15,7;24,5 և 39,2 ՄՆ/մ2) չափման սահմանային մեծություններով, որոնց ճշտության դասը 1,5 է:
Աղյուսակ 2.2
Խորքային զսպանակամխոցային մանոմետրերի տեխնիկական տվյալները
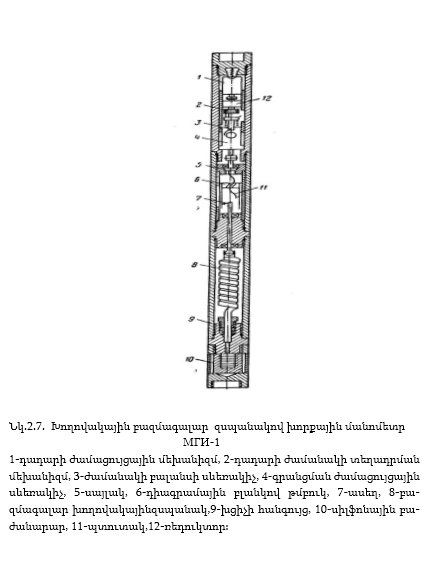
ГИ-1 տեսակի խորքային խողովակային բազմագալար զսպանակով (գելիքս) մանոմետրի սեխման պատկերված է նկ.2.7-ի վրա:
Ի շնորհիվ ուշացման (դադարի) մեխանիզմի, անհրաժեշտության դեպքում այս սարքը հնարավորություն ունի ճնշումը չափելու ոչ միայն հորատանցքի փողի ամբողջ երկարությամբ, այլ նաև շերտի փորձարկման տեղում: Ընդ որում կարելի է ստանալ գրառման մեծացված մասշտաբ և չափման բարձր ճշտություն: Այս սարքի ճշտության դասը 1,0 է:
2.6.Հորատանցքի ցեմենտացման ժամանակ կիրառվող ինքնագրող մանոմետրեր
Հորատանցքի ցեմենտացման ժամանակ շատ կարևոր է ճնշման հսկումը, որը հնարավորություն է տալիս որոշել ստորին խցանի նստեցման պահը «կանգ» հենարանային օղակի վրա, ինչպես նաև ներքևի ու վերևի խցանների տեղաշարժը: Առավել կարևոր է նաև ցեմենտացումից հետո խողովակաշարի ճնշափորձարկումը (опрессовка и испытание) ըստ հերմետիկության, որը ևս անհնար է առանց հսկելու ճնշումը: Այդ իսկ պատճառով, բացի ընդհանուր արդյունաբերական նշանակության մանոմետրերից կիրառվում են հատուկ մանոմետրեր, որոնք ճնշման ցուցմունքները փոխանցում են հեռավորության վրա հեղուկների կամ սելսինային զույգերի միջոցով: Մանոմետրերի այս վերջին տեսակները տեղադրվում են հորատանցքերի ցեմենտացման հսկման կայանքներում(СКЦ-2М): Խողովակային բազմագալար զսպանակով և սելսինային զույգով մանոմետրի սխեման պատկերված է նկ.2.8-ի վրա:
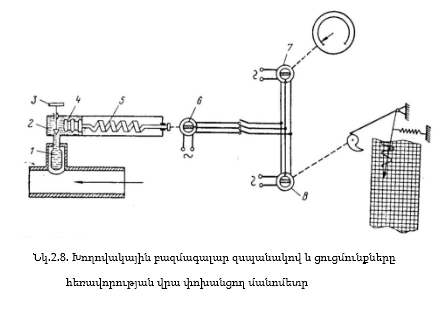
Չափվող ճնշումը 1 ռետինե բաժանարարով, բուֆերային հեղուկով և 4 սիլֆոնով փոխանցվում է 5 բազմագալար խողովակային զսպանակին: Զսպանակը ետ ոլորվելով պտտում է նրան միացված 6 ռոտոր սելսին-տվիչը (БД-404) որոշ անկյան տակ, որը համեմատական է հսկվող ճնշմանը: Բաբախումների հարթման համար նախատեսված են 2 և 3 փականները (дроссель):
Սելսին տվիչը մալուխով միացված է երկու սելսին-ընդունիչներին (БС-404), որոնք գտնվում են լաբորատորիայում: Սելսին ընդունիչներից մեկը 7 շարժման մեջ է դնում ցուցադրող մանոմետրի սլաքը, իսկ երկրորդը 8 ՝ գրանցիչի գրչածայրը:
1. Գրել և բացատրել տեխնիկական չափումներում կիրառվող ճնշման չափման միավորները:
2. Սահմանել մթնոլորտային (բարոմետրական) ճնշումը:
3. Սահմանել ավելցուկային ճնշումը և գրել բանաձևը:
4. Սահմանել բացարձակ ճնշումը և գրել բանաձևը:
5. Սահմանել վակուումը:
6. Ճնշման չափման սարքերի ստորաբաժանումը ըստ չափվող մեծությունների տեսակի:
7. Ճնշման չափման սարքերի ստորաբաժանումը ըստ աշխատանքի սկզբունքի:
8. Բացատրել հեղուկային մանոմետրի աշխատանքի սկզբունքը:
9. Գծագրել և բացատրել U-ձև մանոմետրի աշխատանքի սկզբունքը:
10. Գծագրել և բացատրել թասային մանոմետրի աշխատանքի սկզբունքը:
11. Թասային մանոմետրի առավելությունները և թերությունները:
12. Գրել և բացատրել թասային միկրոմանոմետրով չափվող մեծության որոշման բանաձևը:
13. Ինչի՞ համար են ծառայում օղակային կշեռքները:
14. Բացատրել օղակային կշեռքների աշխատանքի սկզբունքը:
15. Բացատրել մանգաղաձև խողովակային զսպանակով մանոմետրի աշխատանքի սկզբունքը:
16. Բացատրել վակուումաչափերի աշխատանքի սկզբունքը:
17. Բացատրել բազմագալար խողովակային զսպանակով մանոմետրի աշխատանքի սկզբունքը:
18. Բացատրել էլեկտրական մանոմետրի աշխատանքի սկզբունքը:
19. Բացատրել մեմբրանային մանոմետրի աշխատանքի սկզբունքը:
20. Բացատրել մխոցային մանոմետրի աշխատանքի սկզբունքը:
21. Գրել և բացատրել խորքային մանոմետրով լուծվող խնդիրները:
22. Որո՞նք են խորքային մանոմետրերին ներկայացվող պահանջները:
23. Ի՞նչ հատկանիշներով են դասակարգվում խորքային մանոմետրերը:
24. Բացատրել խորքային մխոցավոր մանոմետրի սկզբունքային սխեման:
25. Բացատրել բազմագալար զսպանակով խորքային մանոմետրի աշխատանքի սկզբունքը:
26. 26. Բացատրել խողովակային բազմագալար զսպանակով և սելսինային զույգով մանոմետրի աշխատանքի սկզբունքը:
3. ՋԵՐՄԱՍՏԻՃԱՆԻ ՉԱՓՄԱՆ ՍԱՐՔԵՐ
3.1. Ընդհանուր տեղեկություններ արդյունաբերական տեսակի ջերմաչափերի մասին
Մարմնի տաքացվածության աստիճանը բնութագրող մեծությունը կոչվում է ջերմաստիճան: Ջերմաստիճանի չափումը հիմնված է մարմինների միջև ջերմափոխանակության վրա:
Հայտնի է, որ ջերմաստիճանի փոփոխությամբ փոփոխվում է նյութի (մարմնի) ֆիզիկական հատկությունները և պարամետրերը՝ երկարությունը, ծավալը, խտությունը, մածուցիկությունը, էլեկտրահաղորդականությունը և այլն: Հետևաբար ջերմաստիճանը հնարավոր է չափել անուղղակի ճանապարհով, այսինքն հետևելով որևէ մեկ ֆիզիկական հատկությանը, որը փոփոխվում է կախված մարմնի տաքացման կամ սառեցման հետ: Կախված թե վերհիշյալ փոփոխվող որ հատկությունն է դրված ջերմաստիճանի չափման համար նախատեսված սարքի հիմքում, ըստ այդմ վերջիններս ստորաբաժանվում են` ընդարձակաչափական ջերմաչափերի , մանոմետրական ջերմաչափերի, ջերմաէլեկտրական պիրոմետրերի, դիմադրության ջերմաչափերի, ճառագայթման պիրոմետրերի:
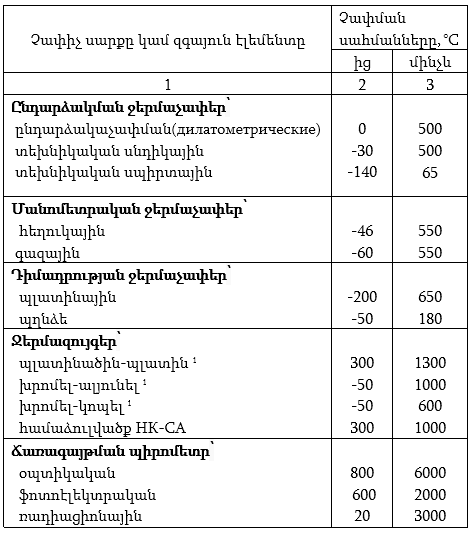
Տարբեր խմբերի սարքերով չափվող ջերմաստիճանի սահմանները բերված են աղյուսակ 3.1-ում:
Աղյուսակ 3.1
Տարբեր խմբերի սարքերով չափվող ջերմաստիճանի սահմանները

3.2. Ընդարձակաչափական ջերմաչափեր
Ընդարձակաչափական ջերմաչափերն են պատկանում դիլատոչափական(դիլատոմետր), երկմետաղական և հեղուկային ջերմաչափերը:
Դիլատոչափական և երկմետաղական ջերմաչափերի գործողության սկզբունքը հիմնված է ընդարձակման գործակիցների (ընդարձակման գծային գործակիցների), տարբերության վրա, երբ միաժամանակ տաքացվում են երկու մարմիններ՝ առաջին դեպքում պղնձե կամ ալյումինե գլանի (գծային ընդարձակման մեծ գործակցով), որի մեջ տեղադրվում է ինվարի1, քվարցի կամ հախճապակու ձող (չափազանց փոքր գծային ընդարձակման գործակցով), իսկ երկրորդ դեպքում՝ երկու տարբեր մետաղների թիթեղներ՝ զոդված երկարությամբ:
Այսպիսի ջերմաչափերի ճշտությունը բարձր չէ, սակայն դրանք լայնորեն կիրառվում են որպես ջերմաստիճանի կարգավորման զգայուն էլեմենտ, քանի որ տաքացման ժամանակ դրանք առաջ են և բերում բավականին տեղափոխման ճիգեր:
Հեղուկային ջերմաչափերի (նկ.3.1.) ջերմանոթը և մազանոթային խողովակի մի մասը լցվում է սպիրտով կամ սնդիկով: Սնդիկային ջերմաչափերով 150°C ջերմաստիճանից բարձր ջերմության չափման համար մազանոթում գտնվող սնդիկի վրա ավելացնում են իներտ գազ 10...70 կգուժ/սմ2 (0,98-6,9 ՄՆ/մ2) ճնշման տակ, որպեսզի սնդիկը պահպանվի ցնդումից և խողովակի պատերի վրա նստելուց:
1-ինվար՝ պողպատի և նիկելի համաձուլվածք

Կոնտակտային ջերմաչափերի մի կոնտակտը անշարժ միացվում է սնդիկով գլանանոթի, իսկ երկրորդը տեղադրվում է մազանոթի մեջ և կարող է լինել շարժական կամ անշարժ: Վերևի անշարժ կոնտակտով ջերմաչափերը կիրառվում են ազդանշանման համար, երբ ջերմաստիճանը հասնում է սահմանային տրված մեծությանը: Կոնտակտային ջերմաչափի երկրորդ տեսակը սովորաբար օգտագործում են ջերմաստիճանի ղեկավարման սխեմաներում:
Սանդղակի փոքր չափերի պատճառով հեղուկային ջերմաչափերը հաճախ կիրառվում են լաբերատոր նպատակներով կամ այնպիսի տեղերում, երբ ջերմաստիճանի չափումները տեխնոլոգիապես հնարավոր է կատարել մոտ հեռավորություններից:
3.3. Մանոմետրական ջերմաչափեր
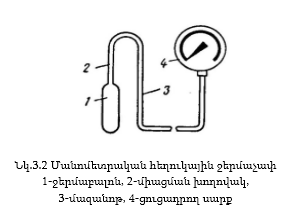
Մանոմետրական ջերմաչափերի աշխատանքի սկզբունքը հիմնված է հեղուկների, գազերի կամ եռացող հեղուկների գոլորշու ջերմաստիճանի չափման վրա, երբ նրանք տաքանում են կամ սառում:
Հեղուկային մանոմետրական ջերմաչափերի սկզբունքային սխեման պատկերված է նկ.3.2-ի վրա: Ջերմաբալոնը 1 պատրաստվում է պողպատից և հաշվարկված է բարձր ճնշման համար: 3 կապիլյարը պատրաստվում է պղնձի կամ պողպատյա խողովակից՝ 0,15...0,4մմ ներքին տրամագծով և մինչև 60մ երկարությամբ:
Որպես աշխատանքային հեղուկ ջերմաբալոնի մեջ լցվում է՝ հեղուկներ (սնդիկ, քսիլոլ, մեթիլային սպիրտ), գազեր (ազոտ, հելիում), արագ եռացող հեղուկներ և դրանց գոլորշիներ (քլորային մեթիլ, ացետոն և այլն):
3.4. Ջերմաէլեկտրական պիրոմետրեր
Ջերմաէլեկտրական պիրոմետրերը (նկ.3.3) բաղկացած են ջերմազույգից, համալրող և միացնող լարերից, ինչպես նաև սարքի էլշու-ի չնչին արժեքներին համապատասխան զգայուն էլեմենտից:
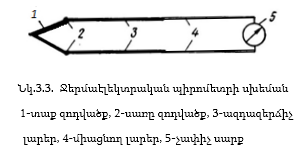
Ջերմազույգի գործողությունը հիմնված է ջերմաէլեկտրական էֆեկտի վրա, երբ սառը ծայրի վրա առաջ է գալիս ջերմա-էլշու, իսկ այդ նույն ժամանակ տարբեր նյութերից պատրաստված զոդվածքի երկու ջերմաէլեկտրոդները ենթարկվում են տաքացման: Երկու ջերմաէլեկտրոդների տաք զոդվածքը (спай) պարփակում են հախճապակու, ջերմակայուն կամ չժամգոտվող պողպատյա պաշտպանիչ պատյանի մեջ և տեղակայում են չափման ենթակա միջավայրում, իսկ սառը զոդվածքի ջերմաստիճանը պահպանում են հաստատուն: Քանի որ արտադրական պայմաններում ջերմազույգի գլխիկի համար հնարավոր չէ պահպանել հաստատուն ջերմաստիճան, ապա ջերմազույգը ճկուն էլեկտրոդներով ազդազերծված (компенсационными) լարերով դուրս է հանվում հաստատուն ջերմաստիճանի գոտի:
Ազդազերծված լարերը պատրաստվում են ավելի էժան մետաղներից և համաձուլվացքներից, քան ջերմաէլեկտրոդները, սակայն մինչև 1500 C տաքացնելու դեպքում նրանք ևս զարգացնում են էլշու, ինչ որ համապատասխան ջերմոզույգերը: Ջերմաստիճանային տատանումներից խուսափելու համար չափման էլեկտրական սխեմայում ներառում են КТ-54 ազդազերծման արկղը, որը ավտոմատ կերպով իրականացնում է ցուցմունքների ուղղում: Վերջինիս էլեկտրական սխեման իրենից ներկայացնում է անհավասարաչափ կամրջակ:
3.5. Դիմադրության էլեկտրական ջերմաչափեր
Դիմադրության էլեկտրական ջերմաչափերը կիրառվում են այն դեպքերում, երբ պահանջվում են չափման բարձր ճշտություն 200…650˚C (73…923˚K) սահմաններում:
Այս ջերմաչափերի աշխատանքի սկզբունքը հիմնված է հաղորդիչների և կիսահաղորդիչների էլեկտրական դիմադրության չափումների վրա փոփոխելով դրանց ջերմաստիճանը: Ինչպես հայտնի է, ջերմաստիճանի բարձրացման հետ հաղորդիչների դիմադրությունը մեծանում է, իսկ կիսահաղորդիչներինը՝ փոքրանում: Իմանալով հաղորդիչների կամ կիսահաղորդիչների էլեկտրական դիմադրությունների կախվածությունը ջերմաստիճանի փոփոխությունից, կարելի է չափելով դիմադրությունը որոշել ջերմաստիճանը: Չափիչ կայանքը բաղկացած է դիմադրության ջերմաչափից, չափիչ սարքից, միացնող լարերից և հոսանքի աղբյուրից:
Դիմադրության ջերմաչափը իրենից ներկայացնում է փայլարի կամ տեկստոլիտի թիթեղ,որի վրա երկթել փաթաթվում է 0,05…0,1 մմ տրամագծով պլատինի կամ պղնձի բարակ լար: Ծայրերին զոդվում են ելքերը՝ պղնձի փաթույթներին՝ պղնձից, իսկ պլատինին՝արծաթե լարից: Փաթույթները վնասվելուց պաշտպանելու համար երկու կողմից ծացկվում են ջերմամեկուսիչ թիթեղներով, տեղադրվում կրկնակի պաշտպանիչ մետաղական պատյանում:
Երկրորդ չափիչ սարքը կարող է լինել լոգոմետրը, ոչ հավասարակշիռ և հավասարակշիռ կամրջակները:
Բարձր ջերմաստիճանների չափման դեպքում, երբ այլ տեսակի ջերմաչափերը կարող են քայքայվել (փչանալ) ապա կիրառվում են ճառագայթման պիրոմետրեր: Քանի որ ճառագայթման պիրոմետրերը չեն տեղադրվում անմիջապես չափման ենթակա միջավայրում, ապա բարձր ջերմաստիճանը դրան չի կարող քայքայել:
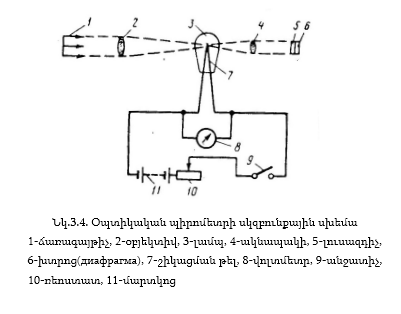
Ճառագայթման պիրոմետրերը լինում են օպտիկական և ռադիացիոն: Այդպիսի պիրոմետրերի (նկ.3.4) գործողությունը հիմնված է 3 շիկացման լամպի թելի պայծառության և չափման ենթակա մարմնի պայծառության համեմատման վրա: Եթե շիկացման թելի ուրվագիծը տարալուծվում է (թելը առերևութանում է) տաքացված մարմնի գույնով, ապա դա նշանակում է, որ թելի և տաքացված մարմնի պայծառությունը նույնն է: Էլեկտրական շղթայում շիկացման լամպից բացի ներառված են՝ կուտակիչ մարտկոցը 11, ռեոստատը 10, անջատիչը 9 և վոլտմետրը 8:Շիկացման լամպի լույսի պայծառությունը կարգավորվում է ռեոստատով, որի շարժաթիթեղը տեղաշարժվում է 0C աստիճանավորված սանդղակի երկարությամբ: Պիրոմետրի օպտկական մասում ընգրկված են`օբյեկտիվը 1, օկուլյարը 4, լուսազտիչը 5 և դիաֆրագման 6: Օպիկական պիրոմետրի ճշտության դասը 1,5 է:
3.7. Խորքային ջերմաչափեր
Հայտնի է որ հորատանցքերի և լեռնային փորվածքների խորության մեծացման հետ ջերմաստիճանը նրանց փողերում մեծանում է: Երկրակեղևում ուղղահայաց ուղությամբ այն հեռավորությունը, որի ջերմաստիճանը բարձրանում է 1˚C անվանվում է երկրաջերմային աստիճան, որը կախված երկրաբանական, հիդրոերկրաբանական պայմաններից տատանվում է 5-ից 150մ սահմաններում: Երկրաջերմային աստիճանի միջին մեծությունը 33մ է:
Ամենախոր հորատանցքերի հորատախորշերում ջերմաստիճանը մոտավորապես 250˚C (523˚K): Բարձր ջերմաստիճանները ազդում են ապարաքայքայիչ գործիքների կայունության, հորատանցք իջեցված հետախուզական սարքավորումների աշխատունակության և ցուցմունքների ճշտության վրա: Սակայն առավել ազդում է հորատալուծույթի կայունության, ինչպես նաև ցեմենտախծուծման (տամպոնաժային) և արագ բռնվող հորատալուծույթների բռնման սկզբի և ավարտի վրա: Իրականացնելով ջերմաստիճանի չափումներ հետախուզական և շահագործական հորատանցքերում կարելի է լուծել շատ գործնական խնդիրներ: Հորատանցքի փողում և հորատախորշում ջերմաստիճանի հսկման համար կիրառվում են խորքային ջերմաչափեր, որոնք ըստ կառուցվածքի կարող են լինել հեղուկային ջերմաչափեր (սնդիկային ջերմաչափեր), մանոմետրական ջերմաչափեր և էլեկտրական ջերմաչափեր:
Հորատանցքում հեղուկի ջերմաստիճանի մեկական չափումները կատարվում են «դանդաղ» (ленивый) և «առավելագույն» (максимальными) հեղուկային ջերմաչափերով:
«Դանդաղ» ջերմաչափը իրենից ներկայացնում մետաղական շրջանակի մեջ տեղակայված սնդիկային ջերմաչափ: Շրջանակի ստորին մասը ունի գլանային անոթի տեսք և հորատանցքում լցվում է ջրով: Չափման ենթակա հատվածում սարքը պահվում է 10-15 րոպե: Սարքը հորատանցքից դուրս հանելուց հետո գլանային անոթում գտնվող ջուրը որոշ ժամանակ պահպանում է սարքի ցուցմունքը առանց փոփոխության: Սարքի չեզոքությունը բարձրացնելու համար անոթում կարելի է տեղադրել ջերմամեկուսիչ նյութեր (փայտաթեփային խցան, թաղիք, բամբակ):
«Առավելագույն» ջերմաչափերը նույնպես սնդիկային են, սակայն ի տարբերություն թաղիքայինի չափում են միայն առավելագույն ջերմաստիճանը: «Առավելագույն» ջերմաչափի կառուցվածքային առանձնահատկությունը կայանում է նրանում, որ սնդիկը անոթից շատ փոքր օղակային տարածությունով անցնում է մազանոթին նրանում տեղադրված ասեղի միջոցով: Ջերմաստիճանի բարձրացման հետ ավելանում է սնդիկի ծավալը և այն մղվում է օղակային տարածություն: Ջերմաստիճանի ցածրացման դեպքում սնդիկի քաշի ուժը բավարար չէ ինքնուրույն վերադառնալու անոթ: Հետևաբար մինչև ջերմաչափի թափահարելը դրա ցուցմունքը չի փոքրանում: Ջերմաչափը վնասվածքներից պաշտպանելու համար այն տեղադրվում է մետաղական պարկուճի մեջ: Պարկուճի վերին և ստորին մասերում կան բլթակներ, որոնք հնարավորություն են տալիս միաժամանակ միացնել 2...3 սարքեր և իջեցնել ճոպանի վրա (միջին արժեք ստանալու համար):
Հիդրոերկրաբանական հետազոտությունների պրակտիկայում առավել հաճախ կիրառվում են ТП, ТМ, ТЛ, ТР սնդիկային ջերմաչափերը:
Խոր հորատման ժամանակ օգտագործվում են ТГИ-1 և МГИ-1 խորքային ջերմաչափերը: Ըստ կառուցվածքի նրանք նման են: Սակայն ТГИ-1-ը МГИ-1-ից տարբերվում է նրանով, որ նրա բազմագալար խողովակային զսպանակին միացված է աշխատանքային հեղուկով (տոլուոլ) ջերմաբալոն, որի ծավալը և ճնշումը փոփոխվում են համեմատական շրջապատի փոփոխվող ջերմաստիճանի:
Մեծ կիրառություն են գտել դիմադրության էլեկտրական ջերմաչափերը, որոնք հորատանցք են իջեցվում մեկ կամ երեք ճյուղային մալուխի վրա: Այս սարքերի տվիչները ունեն փոքր չափեր, որը հնարավորություն է տալիս չափումները կատարել հորատանցքի փողով ամբողջությամբ: Այս սարքերը լինում են ոչ միայն ցուցադրող, այլև գրանցող՝ գտվելով մակերևույթում:
ՍՏՈՒԳՈՂԱԿԱՆ ՀԱՐՑԵՐ
1. Բացտրել ջերմաչափերի դասակարգման սկզբունքը:
2. Ինչի՞ վրա է հիմնված դիլատոչափական և բիմետաղական ջերմաչափերի գործողության սկզբունքը:
3. Բացատրել սնդիկային ջերմաչափերի աշխատանքի սկզբունքը:
4. Բացատրել մանոմետրական հեղուկային ջերմաչափերի աշխատանքի սկզբունքը:
5. Գծագրել և բացատրել ջերմաէլեկտրական պիրոմետրի աշխատանքի սկզբունքը:
6. Ինչի՞ վրա է հիմնված դիմդրության էլեկտրական ջերմաչափերի աշխատանքի սկզբունքը:
7. Գծել և բացատրել ճառագայթային պիրոմետրի սկզբունքային սխեման:
8. Ներկայացնել խորքային ջերմաչափերի տեսակները և մեկնաբանել նրանց կիրառման առանձնահատկությունները:
4. ՀԵՂՈՒԿՆԵՐԻ ԵՎ ԳԱԶԻ ԾԱԽՍԻ ԵՎ ՔԱՆԱԿԻ ՉԱՓՄԱՆ ՍԱՐՔԵՐ
4.1. Ընդհանուր տեղեկություններ
Լեռնահանքային և հորատման աշխատանքներում հաճախ իրականացվում են տարբեր հեղուկների, խառնուրդների, օդի և գազի քանակի և ծախսի չափումներ: Օրինակ, հետախուզական և շահագործական հորատանցքերի հորատման ժամանակ, անհրաժեշտ է հսկել հորատանցք մղվող հորատալուծույթի կամ գազի քանակը: Հորատանցքի խցակալում ժամանակ պարտադիր չափվում է մղվող խառնուրդների և հորատալուծույթների քանակը: Նավթի, գազի և ջրի շահագործական հորատանցքերում իրականացվում են քանակի և ծախսի չափումներ:
Քանակը խողովակաշարով հոսող նյութի զանգվածը կամ ծավալն է ցանկացած ժամանակահատվածում:
![]()
որտեղ՝ ![]() -ն չափվող
նյութի քանակն
է,
-ն չափվող
նյութի քանակն
է, ![]() -ն նյութի քանակն
է, որը անցնում
է չափվող սարքով
մեկ քայլի ընթացքում,
-ն նյութի քանակն
է, որը անցնում
է չափվող սարքով
մեկ քայլի ընթացքում,
![]() -ը
մեխանիզմի
քայլերի թիվն
է:
-ը
մեխանիզմի
քայլերի թիվն
է:
Ծախսը միավոր ժամանակում խողովակաշարով հոսող նյութի քանակն է,
![]()
որտեղ՝ ![]() -ն նյութի
ծախսն է,
-ն նյութի
ծախսն է, ![]() -հոսքի
մակերեսն է խողովակաշարի
հատույթում,
-հոսքի
մակերեսն է խողովակաշարի
հատույթում, ![]() -ն
նյութի հոսքի
արագությունն
է: Նյութի
քանակը
չափվում է կգ
և մ3, գազերի,
օդի և
հեղուկների
ծավալային ծախսը՝ մ3/ժ,
մ3/րոպ, մ3/վրկ-ով,
իսկ
զանգվածային
ծախսը՝ կգ/վրկ,
կգ/րոպ, կգ/ժ և
տ/ժ-ով:
-ն
նյութի հոսքի
արագությունն
է: Նյութի
քանակը
չափվում է կգ
և մ3, գազերի,
օդի և
հեղուկների
ծավալային ծախսը՝ մ3/ժ,
մ3/րոպ, մ3/վրկ-ով,
իսկ
զանգվածային
ծախսը՝ կգ/վրկ,
կգ/րոպ, կգ/ժ և
տ/ժ-ով:
Սարքերը որոնցով չափվում են քանակ կոչվում են հաշվիչներ, իսկ ծախսը չափվում է ծախսաչափերով:
Գոյություն ունեն նաև սարքեր, որոնք միաժամանակ կարող են չափել ծախսը և քանակը:
Ընդհանուր արդյունաբերական տեսակի ծախսաչափերը ստորաբաժանվում են փոփոխական ճնշման անկում ունեցող ծախսաչափերի և հաստատուն ճնշման անկում ունեցողների, իսկ հորատման ժամանակ կիրառվում են հատուկ, ավելի բարդ կառուցվածքի էլեկտրական չափիչ սարքեր: Վերջիններս կախված կիրառման պայմաններից ստորաբաժանվում են երկու հիմնական խմբերի` մակերևույթային և հորատանցքային:
Մակերևույթային ծախսաչափերով չափվում են հորատանցք մղվող հորատալուծույթի ծախսը (օրինակ, էլեկտրական ծախսաչափ ЭРМ-5 և էլեկտրամագնիսական ծախսաչափ ЭРМ-2):
Պոմպի
ելքում ճնշման
չափման համար
օգտագործում
են մեխանիկական
մանոմետրեր և
էլեկտրական
մանոմետրեր:
Առավել լայն
տարածում են
ստացել
МГБ-1(манометр
буровой
глинистый)
մանոմետրերը,որոնց
աշխատանքի
սկզբունքը
հիմնված է
չափվող ճնշման
ձևափոխմանը
ոչ
կոնտակտային
սելսին-տվիչի
միջոցով և
ցուցմունքի
փոխանցմանը
հեռավորության
վրա:Մանոմետրը
բաղկացած է
տվիչից, սնման
աղբյուրից,
ցուցիչից և
միացման
մալուխից: Այդ
նպատակով
օգտագործվում
է նաև ДИД-1
ճնշման ինդիկատորը,
որը
բնութագրվում
է պարզ
կառուցվածքով,
մեծ
հուսալիությամբ,
լայն թողացիկ
անցքով (![]() -60) և
մեխանիկական
խառնուրդների
մեծ պարունակությամբ
հորատալուծույթների
ճնշման
հսկման
հնարավորությամբ:
-60) և
մեխանիկական
խառնուրդների
մեծ պարունակությամբ
հորատալուծույթների
ճնշման
հսկման
հնարավորությամբ:
Ծանոթություն.
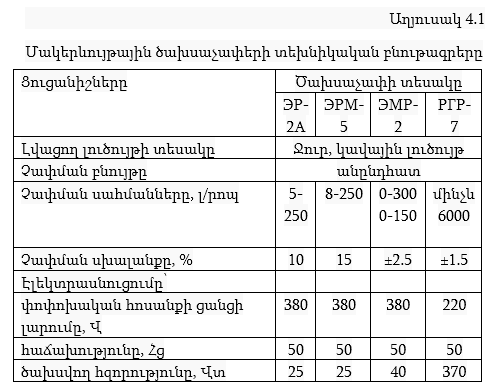
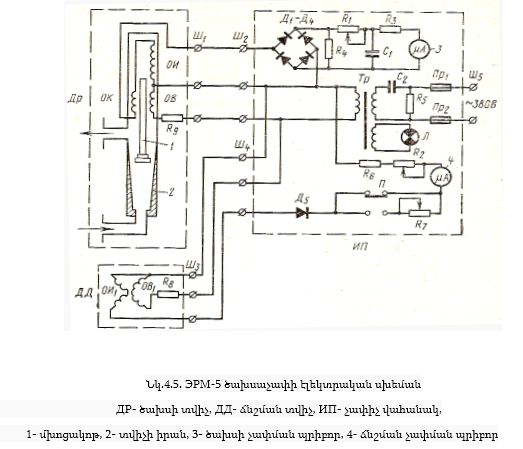
1. ЭРМ-5 սարքը կարող է չափել նաև պոմպի զարգացրած ճնշումը (չափման տիրույթը`0,192...4,8ՄՆ, սխալանքը` 3%):
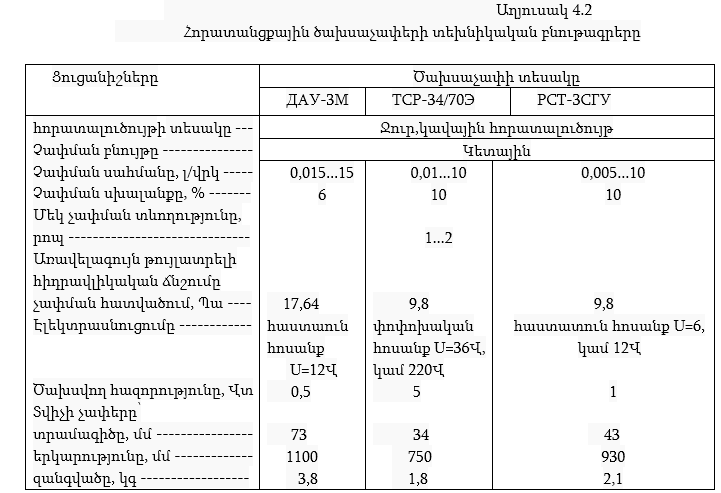
2. РГР-7-ից բացի թողարկում են նաև РГР-10 և РГР-11 ծախսաչափերը համապատասխանաբար 6000-ից 9000 լ/րոպ չափման սահմաններով
Առավել լայն տարածում են ստացել մագնիսաառաձգական տվիչները (МИД1, МИД1А), որոնք հնարավորություն են տալիս անըդհատ դիտելով հսկել հորատալուծույթի ճնշումը:
Հորատանցքային ծախսաչափերը ծառայում են հետախուզական հորատանցքերի և շահագործական հորատանցքերի կլանման հորիզոնների հետազոտման համար: Սրանց են պատկանում ДАУ-3М, ТСР-34/70Э և РСТ-3СТУ տախոմետրական հորատանցքային ծախսաչափերը:
4.2.Փոփոխական ճնշման անկման ծախսաչափեր
Այս ծախսաչափերի աշխատանքի սկզբունքը հիմնված է խաղովակաշարերի նեղացվող մասերի հատույթներում առաջ եկող ճնշման անկման չափման վրա: Խողովակաշարերի հատույթները կարելի է նեղացնել դիաֆրագմաներով (խտրոցներով), փողրակներով Վենտուրի խողովակով, իսկ ճնշման անկումը չափում են տարբեր կառուցվածքի դիֆերենցիալ մանոմետրերով:
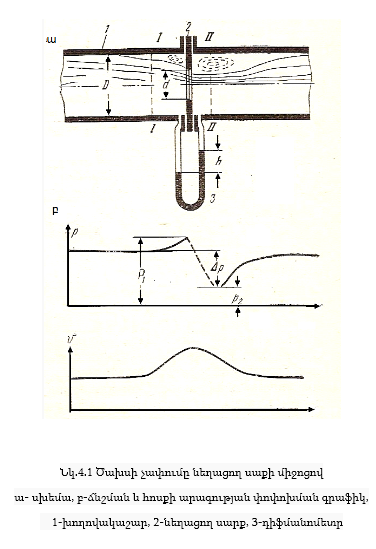
Ճնշման չափման տեղում խողովակաշարով շարժվող հեղուկը հանդիպում է հարմարանքի (նկ.4.1,ա), որը նեղացնում է հեղուկի հոսքը՝ բերելով նրա արագության մեծացմանը: Քանի որ խողովակաշարի տարբեր տեղամասերում հոսող նյութի քանակը նույնն է, ապա հոսքի անընդհատութան հավասարումից բխում է որ
![]()
որտեղ Q - նյութի ծավալային ծախսն է, V1 – հոսքի արագությունն է F1 մակերեսով հատույթում, V2 – հոսքի արագությունն է F2 մակերեսով հատույթում:
I-I և II–II հատույթներում հոսքի արագության փոփոխման հետևանքով փոփոխվում է և ճնշումը: I–I հատույթում միչև նեղացումը ճնշումը կլինի մեծ, իսկ II–II հատույթում նեղացված մասից անմիջապես հետո՝ փոքր:
Գրաֆիկից (նկ.4.1,բ) երևում է հոսքի արագության և ճնշման միջև կախվածությունը նեղացնող հարմարանքի տարբեր տեղամասերում՝ ինչքան բարձր է արագությունը այնքան բարձր է ճնշման անկումը դիաֆրագմայից առաջ և հետո գտնվող տեղամասերում: Քանի որ միևնույն դիաֆրագմայի համար հոսքի արագության և ծախսի միջև գոյություն ունի ուղիղ համեմատական կախվածություն, ապա ինչքան մեծ է ծախսը այնքան մեծ կլինի ճնշման անկումը:
Նեղացվող հարմարանքների հիմնական տեսակներն են՝ նորմալ դիաֆրագման, նորմալ փողրակը,Վենտուրի խողովակը: Նորմալ դիաֆրագման պատրաստվում է չժանգոտվող պողպատից և ունի օղակի տեսք (նկ.4.2,ա): Հոսքի մուտքի կողմից օղակի անցքը ուղիղ անկյան տակ է, իսկ ելքի կողմից ունի կոնականություն 450 անկյան տակ:
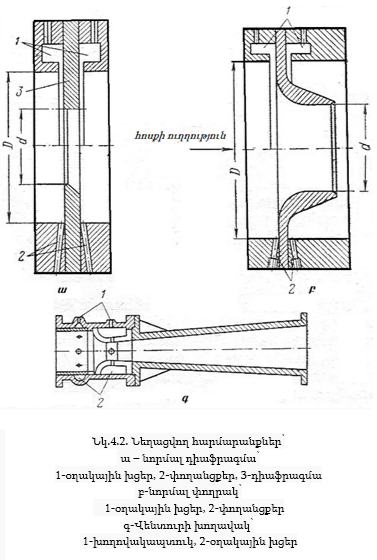
Նեղացվող հարմարանքի անցքի տրամագծի (D) քառակուսու հարաբերությունը խողովակաշարի ներքին տրամագծի (d) քառակուսուն կոչվում է նեղացվող հարմարանքի մոդուլ և նշանակվում է m տառով` m = d2 / D2:
Նորմալ
դիաֆրագմաների
համար m = 0,05…0,7, իսկ
դիաֆրագմայի
հաստությունը՝
t ![]() 0,1D:
0,1D:
Նորմալ փողրակը (նկ.4.2,բ) իրենից ներկայացնում է գլանային տեսքի կցափող( насадка) հոսքի ելքային մասում սահուն կորացված պրոֆիլով: Կցափողի մոդուլը՝ m = 0,05…0,65:
Վենտուրի խողովակի (նկ.4.2,գ) մուտքային մասը ունի փողրակի տեսք, իսկ ելքայինը՝ 5…15o անկյամբ կոնի տեսք: Վենտուրի խողովակի մոդուլը՝ m = 0,2…0,5: Վենտորի խողովակը ապահովում է ճնշման նվազագույն կորուստ:
Բոլոր տեսակի նեղացվող հարմարանքները պետք է տեղադրվեն խողովակաշարի ուղղագծային մասում: Չափումների ժամանակ հեղուկի մատուցումը պետք է լինի հավասարաչափ, առանց բաբախումների:
4.3. Դիֆերենցիալ մանոմետրեր
Սարքերը, որոնք նեղացվող հարմարանքների համակցմամբ ծառայում են ճնշման անկման ու հեղուկի և գազի ծախսի չափման համար կոչվում են դիֆերենցիալ մանոմետրեր (դիֆմանոմետրեր):
Ըստ կառուցվածքի դիֆմանոմետրերը կարող են լինել՝ հեղուկային դիֆմանոմետր (երկխողովակային, լողանավոր (поплавковые), օղակային կշեռքներ) և զսպանակային դիֆմանոմետր (սիլֆոնային, մեմբրանային): Նկար 4.3 վրա պատկերված է հեղուկային լողանավոր ДП տեսակի դիֆմանոմետր: Այս սարքը սկզբունքորեն նման է U-ձև խողովակով հեղուկային մանոմետրին, կառուցվածքային որոշ տարբերություններով:
Պողպատյա U-ձև խողովակի երկու ծայրերին միացված են խցեր: Մեծ տրամագիծ ունեցող 1 խցին տրվում է մեծ ճնշում, իսկ փոքր տրամագծի փոփոխական 8 խցին՝ փոքր: Համապատասխանաբար այդ խցերը կոչվում են պլյուսային << + >> և մինուսային << - >>:
1 խցում գտնվում է 2 լողանը, որը 4 լծակի և առանցքի միջոցով միացված է(կապված է) չափիչ սարքի 3 սլաքին: Երկու խցերը և ծունկը լցվում է հավասարակշռող հեղուկով (սովորաբար սնդիկով):
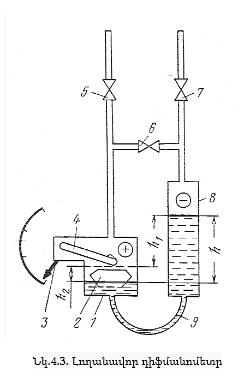
Ծախսի մեծացման դեպքում ճնշումը պլյուսային խցում բարձրանում է, իսկ մինուսայինում՝ ընկնում, որի հետևանքով տեղի է ունենում սնդիկի մակարդակի փոփոխություն: Պլյուսային խցում մակարդակը ընկնում է, իսկ մինուսայինում՝ բարձրանում: Ճնշման անկման բացակայության դեպքում սնդիկի մակարդակը երկու խցերում հավասարակշռված է և սարքի սլաքը գտնվում է զրոյական բաժանմունքի վրա:
Փոփոխության ենթարկելով մինուսային խցի տրամագիծը կարելի է փոփոխել չափման ընդգրկույթը 40-ից մինչև 1000 մմ սնդ. սյուն (5330…133320 Ն/մ2):
Կախված մինուսային և պլյուսային խցերում հեղուկի մակարդակների տարբերությունից մինուսային խցի անհրաժեշտ տրամագիծը կարելի է գտնել հետևյալ հարաբերակցությունից
![]()
որտեղ D1 և D2-ը համապատասխանաբար լողանային և փոփոխվող խցերի տրամագծերն են (սովորաբար D1=78), h1-ը սնդիկի առավելագույն մակարդակն է լողանային խցում (h1=30,5), h2-ը հողուկի առավելագույն մակարդակն է փոփոխվող խցում, ընտրված ճնշման անկման դեպքում,արտահայտված մմ:
Ճնշման կտրուկ անկումից, ցնցումներից և արտանետումներից խուսփելու համար իմպուլսային խողովակի 5 և 7 փակիչ ծորակների բացումից առաջ ճնշումը սարքում հավասարակշվում է բացելով 6 ծորակը և որի փակումից հետո է միայն չափվում ճնշումների տարբերությունը:
Կախված չափումների նպատակից և պայմաններից դիֆմանոմետրերը կարող են լինել ցուցադրող դիֆմանոմետր, ինքնագրող դիֆմանոմետր և գումարող (իտեգրատորներ): Հնարավոր է նաև ցուցմունքների հաղորդում հեռավորության վրա և ազդանշանիչի միացում, որը կազդանշանի ծախսի սահմանային մեծությանը հասնելու դեպքում:
4.4. Ճնշման հաստատուն անկման ծախսաչափեր (ռոտամետրեր)
Այս տեսակի ծախսաչափերը իրենցից ներկայացնում են կոնական տեսքի ուղղահայաց տեղադրված իրան, որի ստորին մասին միացվում է հեղուկ, գազ կամ գոլորշի: Իրանի մեջ ազատ տեղադրված է լողանը: Ինչքան մեծ է նյութի ծախսը, այնքան մեծ է նրա շարժման արագությունը և վերամբարձ ուժը, որը լողանը բարձրացնում է այնքան մինչև որ լողանի քաշը կհավասարվի ճնշումների տարբերությանը՝ լողանի ստորին և վերին մասերում: Նյութի ծախսը որոշվում է լողանի դիրքի բարձրությամբ:
Արտադրութթյան մեջ հանդիպում են տարբեր կառուցվածքների ռոտամետրեր: Նկար 4.4 վրա պատկերված է РЛ-6 կառուցվածքի ծախսաչափը:
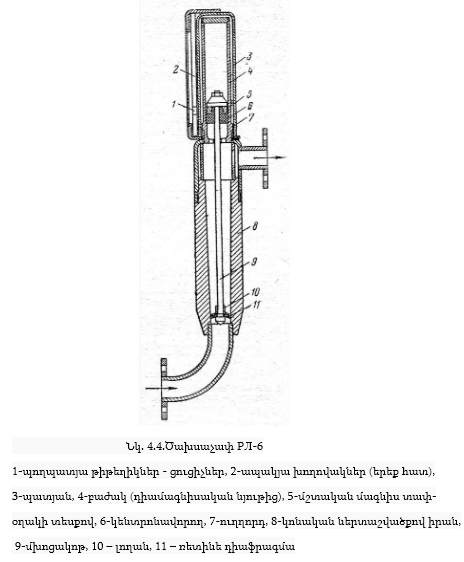
Հեղուկը, շարժվելով իրանով, կախված ծախսից բարձրացնում է լողանը որոշակի բարձրության վրա: Լողանի և մագնիսի տեղաշարժմանը զուգընթաց շարժվում են թիթեղիկներ – ցուցիչները: Երեք սանդղակներից յուրաքանչյուրը նշանակված է չափելու տարբեր մածուցիկության և խտության հեղուկների ճնշումը:
4.5. Էլեկտրական ծախսաչափ ЭPM-5
Ընդհանուր արդյունաբերական ծախսաչաափերի շարքում հորատման ժամանակ կիրառում են նաև հատուկ սարքեր, որոնցում հեղուկի ծախսը չափվում է էլեկտրական մեթոդներով: Այդ ծախսաչափերը կարող են բաժանվել երկու հիմնական խմբերի՝ մակերևույթային ծախսաչափեր և հորատանցքայինծախսաչափեր:
Մակերևույթային ծախսաչափերը ծառայում են չափելու հորատանցք մղվող հորատալուծույթի ծախսը: Այդ խմբի ծախսաչափերից են ЭРМ-5 և ЭМР-2, որոնց տեխնիկական բնութագրերը բերված են աղյուսակ 3-ում:
Հորատանցքային ծախսաչափերը ծառայում են հետազոտելու հետախուզական հորատանցքերի կլանման հորիզոնները: Դրանց թվին են պատկանում ДАУ-3М հորատանցքային ծախսաչափը, տախոմետրական հորատանցքային ТСР-34/70Э, ТСР-3СГУ ծախսաչափերը, որոնց տեխնիկական տվյալները բերված են աղյուսակ 4.2- ում:
ЭРМ-5 պրիբորը ստեղծված է ЭР-2А բազայի վրա և ի տարբերություն վերջինիս համարվում է համապիտանի, որը թույլ է տալիս չափելու ինչպես հորոտանցք մղվող հորատալուծույթի ծախսը, այնպես ել ճնշումը:
ЭРМ-5 պրիբորի կազմի մեջ են մտնում երկու տվիչներ և չափիչ վահանակը: ЭРМ-5 սարքի սկզբունքային էլեկտրական սխեման պատկերված է 4.5 նկարի վրա:
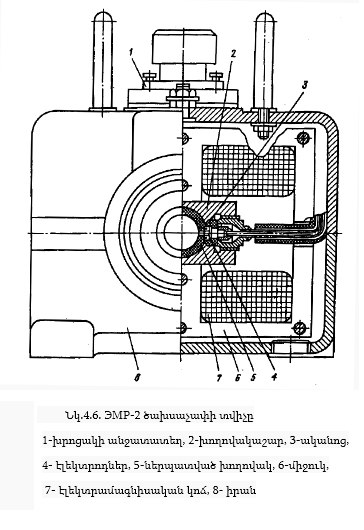
4.6. Հորատալուծույթի էլեկտրամագնիսական ծախսաչափ ЭМР-2
ЭМР-2 ծախսաչափը(նկ.4.6) նախատեսված է հորատանցք մղվող հորատալուծույթի ծախսի չափման համար: Այն կարելի է շահագործել համապատասխան տվիչներով համալրված հորատման կայանքներում: Հորատալուծույթի տվիչը խողովակաշարով անցնող հեղուկի արագությունը ձևափոխում է էլեկտրական լարման: Փոփոխական լարման ազդանշանը տվիչից մալուխի միջոցով տրվում է չափիչ ուժեղացուցիչի ելքին, ինչն էլ ուժեղացնում է այն մինչև անհրաժեշտ մեծության: Ծախսաչափի տեխնիկական բնութագրերը բեված են աղյուսակ 4.1-ում:
4.7. Հորատալուծույթի ինդուկցիոն ծախսաչափ РГР-7
Հորատանցքի լվացման ռեժիմի կարևոր պարամետրերից մեկը համարվում է հորատման պոմպի մատուցումը: Պոմպի մղման ելքում և հորատանցքից դուրս եկող հորատալուծույթի ծախսի հսկումը թույլ է տալիս պարզել գազանավթաջրաերևակումը կամ կլանումը, դրանց ինտենսիվությունը, կլանող և երևակվող շերտերի հորատանցման ավարտը, գնահատել մեկուսացման աշխատանքների էֆեկտիվու- թյունը, դրանով իսկ մեծամասամբ կրճատել հորատանցքի հորատման ժամանակ հնարավոր բարդությունները:
Տուրբինային հորատման ժամանակ հորատանցք մղվող հորատալուծույթի քանակը համարվում է հորատման ռեժիմի կարևոր պարամետր: Վերջինիս իմացությունը թույլ է տալիս գնահատել ապարների քայքայման պրոցեսը կապված հորատախորշային շարժիչի էներգետիկական բնութագրի հետ:
Պոմպի մատուցման չափման համար մշակված են շատ սարքեր, սակայն պրակտիկայում լայն կիրառություն է գտել ինդուկցիոն РГР-7 ծախսաչափը, որի աշխատանքը հիմնված է էլեկտրամագնիսական ինդուկցիայի օրենքի վրա:
РГР-7 ծախսաչափը (նկ.4.7) բաղկացած է տվիչից և ձևափոխիչ բլոկից: Մագնիսական գռգռող համակարգը 1 ստեղծում է փոփոխական մագնիսական դաշտ, որում գտնվող ոչ մագնիսական և մեկուսացված խողովակով հոսում է էլեկտրահաղորդ հեղուկ 2: Հեղուկի հոսքի միջին արագության համապատասխան ինդուկցված էլշուն չափվում է երկու էլեկտրոդներով 3, որոնք տեղադրված են խողովակի ներսում, նույն կտրվածքի տրամագծորեն հակառակ ուղղությունների վրա:
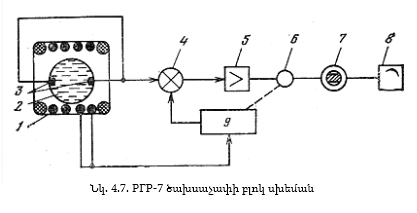
Էլեկտրոդներից ստացված ազդանշանը մուտք է գործում ավտոկոմպենսատոր, որում տեղադրված են համեմատման էլեմենտը 4, ուժեղացուցիչը 5, սերվոշարժիչը 6 և հետադարձ կապի իրականացման օրգանը 9: Ավտոկոմպենսատորի ելքում տեղադրված են ցուցադրող սարքը 8 և սելսին տվիչը 7, որի պտտման անկյունը համապատասխանում է հորատալուծույթի ակնթարթային ծախսին:
Որպես թերություն պետք է նշել հետևյալը: Տվիչի ներքին թաղանթը կայուն չէ քիմիական ակտիվ, հղկիչ (աբրազիվ) միջավայրերի և ջերաստիճանի անկման նկատմամբ: Ընդ որում ներքին թաղանթի նյութը պետք է ունենա բարձր էլեկտրամեկուսիչ հատկություն:
4.8. Հորատալուծույթի մակարդակի չափումը ընդունման ծավալներում
Ընդուման ծավալներում հորատալուծույթի մակարդակի անընդհատ չափման և տրված մակարդակից շեղվելու դեպքում վթարային լույսային ու ձայնային ազդանշանների տրման համար օգտագործվում է УП-11М մակարդակաչափը: Սարքում օգտագործվում է լողանային տվիչ: Մակարդակաչափը չափում է 0-ից մինչև 1,6 մ մակարդակ, ապահովելով չափման սխալանքը ± 6% սահմաններում:
Գրանցող սարքը առանձին վահանակի վրա տեղադրում են մատչելի և օպերատորի կողմից տեսանելի վայրում: Ընդ որում ձողի վրա գտնվող լողանը պետք է հնարավորություն ունենա ազատ կերպով պտտվելու հորիզոնի նկատմամբ 400 անկյան տակ: Ձայնային ազդանշանիչը տեղադրվում է լուսատուներից որևէ մեկի վահանակին հատակից 3…4 մ բարձրության վրա:
Հորատալուծույթի ամբարում մակարդակի անընդհատ հսկման և գրանցման համար ամերիկյան «Մարտին Դեկկեր» ֆիրման կիրառում է մակարդակների չորս տվիչներով, հսկման վահանակով և էլեկտրական ինքնագրիչով չափիչ սարք: Մակարդակի տվիչը բաղկացած է դիամագնիսական գլանաձև ուղղորդ ցցից տեղակայված ուղղահայաց, ընդունման ծավալի ամբողջ բարձրությամբ, լողանից, ձևափոխիչից և հսկման վահանակից:
Հորատալուծույթի մակարդակի չափման ժամանակ ազատ լողացող լողանը տեղաշարժվում է ցցի երկարությամբ: Լողանի մեջ տեղադրված օղակաձև մագնիսը և շղթան միացված են էլեկտրական պոտենցոմետրի առանցքին: Լողանի շարժման հետևանքով մագնիսը գործողության մեջ է դնում շղթան, հետևաբար և էլեկտրական բազմագալար պոտենցոմետրի առանցքը, որը միացված է հսկիչ-ղեկավարող չափիչ շղթային:
Ղեկավարման վահանակի վրա տեղադրված է երկու վոլտմետր, որոնցից մեկը ցույց է տալիս հորատալուծույթի ամբողջ ծավալը հորատալուծույթի ամբարում, իսկ երկրորդը՝ շեղումը անհրաժեշտ ծավալից:
Սարքի էլեկտրական սխեման գումարում է ու գրանցում չորս մակարդակաչափերից ստացված տվյալները և տալիս շեղումը անվանական (նոմինալ) մակարդակից: Համակարգը աշխատում է -50-ից մինչև +70 0C ջերմաստիճանի տիրույթում:
Հորատալուծույթի մակարդակի չափման համար «Տոտկօ» ֆիրման ևս օգտագործում է լողանային մակարդակաչափեր: Ուղղորդով լողանի ուղղահայաց տեղաշարժը հատուկ մեխանիզմը վեր է ածում պնևմատիկ ազդանշանիչ, որը ճկուն խողովակով փոխանցվում է ինքնագրիչին:
Հորատալուծույթի ծավալը հաշվարկվում է տոկոսներով հեղուկի ընդհանուր ծավալից 0-ից 100% սահմաններում: Սարքը արձանագրում է, երբ հեղուկի փաստացի մակարդակի փոփոխությունը գերազանցում են 6 մմ, հետևաբար մակերևույթի տատանումները չեն ազդում սարքի ցուցմունքի վրա: Նախատեսված է հեղուկի մակարդակի միաժամանակյա արձանագրում չորս ամբարներում: Տրված քանակից ծավալի շեղման դեպքում միանում է ձայնային ազդանշանը:
4.8. Հորատալուծույթի մակարդակի չափումը ընդունման ծավալներում
Ընդուման ծավալներում հորատալուծույթի մակարդակի անընդհատ չափման և տրված մակարդակից շեղվելու դեպքում վթարային լույսային ու ձայնային ազդանշանների տրման համար օգտագործվում է УП-11М մակարդակաչափը: Սարքում օգտագործվում է լողանային տվիչ: Մակարդակաչափը չափում է 0-ից մինչև 1,6 մ մակարդակ, ապահովելով չափման սխալանքը ± 6% սահմաններում:
Գրանցող սարքը առանձին վահանակի վրա տեղադրում են մատչելի և օպերատորի կողմից տեսանելի վայրում: Ընդ որում ձողի վրա գտնվող լողանը պետք է հնարավորություն ունենա ազատ կերպով պտտվելու հորիզոնի նկատմամբ 400 անկյան տակ: Ձայնային ազդանշանիչը տեղադրվում է լուսատուներից որևէ մեկի վահանակին հատակից 3…4 մ բարձրության վրա:
Հորատալուծույթի ամբարում մակարդակի անընդհատ հսկման և գրանցման համար ամերիկյան «Մարտին Դեկկեր» ֆիրման կիրառում է մակարդակների չորս տվիչներով, հսկման վահանակով և էլեկտրական ինքնագրիչով չափիչ սարք: Մակարդակի տվիչը բաղկացած է դիամագնիսական գլանաձև ուղղորդ ցցից տեղակայված ուղղահայաց, ընդունման ծավալի ամբողջ բարձրությամբ, լողանից, ձևափոխիչից և հսկման վահանակից:
Հորատալուծույթի մակարդակի չափման ժամանակ ազատ լողացող լողանը տեղաշարժվում է ցցի երկարությամբ: Լողանի մեջ տեղադրված օղակաձև մագնիսը և շղթան միացված են էլեկտրական պոտենցոմետրի առանցքին: Լողանի շարժման հետևանքով մագնիսը գործողության մեջ է դնում շղթան, հետևաբար և էլեկտրական բազմագալար պոտենցոմետրի առանցքը, որը միացված է հսկիչ-ղեկավարող չափիչ շղթային:
Ղեկավարման վահանակի վրա տեղադրված է երկու վոլտմետր, որոնցից մեկը ցույց է տալիս հորատալուծույթի ամբողջ ծավալը հորատալուծույթի ամբարում, իսկ երկրորդը՝ շեղումը անհրաժեշտ ծավալից:
Սարքի էլեկտրական սխեման գումարում է ու գրանցում չորս մակարդակաչափերից ստացված տվյալները և տալիս շեղումը անվանական (նոմինալ) մակարդակից: Համակարգը աշխատում է -50-ից մինչև +70 0C ջերմաստիճանի տիրույթում:
Հորատալուծույթի մակարդակի չափման համար «Տոտկօ» ֆիրման ևս օգտագործում է լողանային մակարդակաչափեր: Ուղղորդով լողանի ուղղահայաց տեղաշարժը հատուկ մեխանիզմը վեր է ածում պնևմատիկ ազդանշանիչ, որը ճկուն խողովակով փոխանցվում է ինքնագրիչին:
Հորատալուծույթի ծավալը հաշվարկվում է տոկոսներով հեղուկի ընդհանուր ծավալից 0-ից 100% սահմաններում: Սարքը արձանագրում է, երբ հեղուկի փաստացի մակարդակի փոփոխությունը գերազանցում են 6 մմ, հետևաբար մակերևույթի տատանումները չեն ազդում սարքի ցուցմունքի վրա: Նախատեսված է հեղուկի մակարդակի միաժամանակյա արձանագրում չորս ամբարներում: Տրված քանակից ծավալի շեղման դեպքում միանում է ձայնային ազդանշանը:
4.9. Հորատանցքից դուս եկող հորատալուծույթի ծախսի ձևափոխիչ ПРВ
ПРВ նախատեսված է ձևափոխելու հորատանցքից դուրս եկող լոծույթի քանակը 0…10 Վ լարվածության սահմաններում համապատասխան ելքային ազդանշանի: Հորատանցքից դուրս եկող հորատալուծույթը շեղում է զգայուն էլեմենտը (թիակը) որոշակի անկյան տակ, որը համարժեք է միավոր ժամանակում անցնող հորատալուծույթի քանակին: Թիակի անկյունայն տեղաշարժը, համապատասխան չափով, փոփոխում է դիֆերենցիալ տրանսֆորմատորի լողանի դիրքը ПДТ սարքում վերածելով այն հորատալուծույթի ծախսին համապատասխան 0…10 Վ լարման:
ПРВ կառուցվածքը պատկերված է նկ.4.8.- ում: Մուտքային լիսեռը 4, որը միացված է 9 թիակի հետ, պտտվում է 0…600 անկյան տակ: Կախված հորատալուծույթի ծախսից կոնական և գլանաձև փոխանցման միջոցով պտույտները փոխանցվում են 3 կցաշուրթին, որի վրա ամրացված է 2 պրոֆիլային բռունցքը: Վերջինս, պտտվելով, տեղաշարժում է 13 սուզակի հետ հոդակապով միացված 8 երկլծակ նայել 11 կոճի ներսում:
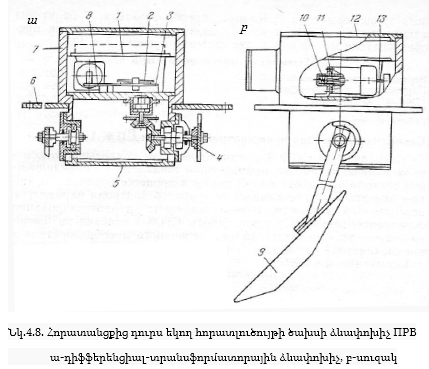
Կախված 2 բռունցքի կորությունից 13 սուզակի տեղաշարժը ապահովելու համար օգտագործվում է 10 զսպանակը, որը ազդելով սուզակի վրա ապահովում է 8 լծակի կիպ նստեցումը 2 բռունցքին: Սուզակը տեղաշարժվելով փոփոխում է էլշուն կոճում, որն էլ փոխանցվում է 1 դիֆերենցիալ տրանսֆորմատորի ձևափոխիչի մուտքին: 7 ձևափոխիչի իրանը ձուլված է ալյումինի համաձուլվածքից և ունի հիմք 6 ձևափոխիչը ճոռում տեղադրելու համար և երկու հանովի 5 ու 12 կափարիչներ:
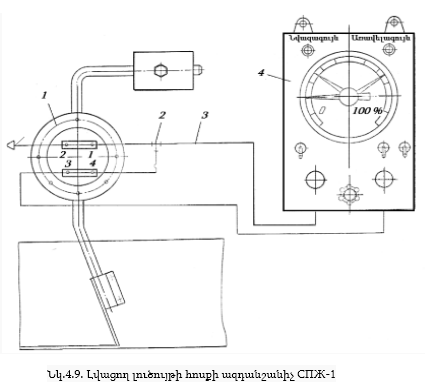
4.10. Հորատալուծույթի հոսքի ազդանշանիչ СПЖ- 1
СПЖ-1 ազդանշանիչը ծառայում է, հորատման ընթացքում, շրջանառու համակարգում հորատանցքից դուրս եկող հորատալուծույթի հոսքի փոփոխության անընդհատ հսկման համար: СПЖ-1 աշխատանքի սկզբունքը հիմնված է առաջնային ձևափոխիչի լիսեռիկի պտտման անկյան ձևափոխմանը պնևմատիկ անալոգ ազդանշանի:
СПЖ-1 (նկ.4.9) ազդանշանիչը բաղկացած է ձևափոխիչից 1, ինդիկացիայի բլոկից 4, պնևմատիկ խողովակներից 2 և 3: Հորատալուծույթի հոսքի ազդեցության տակ ձևափոխիչի թիակները պտտվում են: Արդյունքում ձևափոխիչը տալիս է անալոգային ազդանշան, որը ընդունվում է ինդիկացիայի բլոկի կողմից: Վերջինս նախատեսված է պնևմատիկ ազդանշանիչ մշակման, տեղեկության փոխանցմանը ցուցադրող սարքին և լույսային ազդանշանման համար:
4.11. Հորատանցքի լվացման, լրալցման հսկման և ֆլյուիդաերևակման կանխատեսման պրիբորների համալիր Д-4
Д-4 պրիբորների համալիրը նշանակված է հորատանցքի հորատման գործընթացում և իջեցման-բարձրացման աշխատանքների (ԻԲԱ) ժամանակ անընդհատ չափել, ցուցանշել (индикации), գրանցել և հսկել լվացման հիմնական պարամետրերը: Հսկման հիմնական պարամետրերն են՝ հորատալուծույթի խտությունը, նրա գումարային մակարդակը հորատալուծույթի ամբարներում, հեղուկի ծախսը ճոռում՝ հորաբերանից դուրս գալու պահին, հորատալուծույթի ծավալի փոփոխությունը ԻԲԱ ժամանակ:
Սարքերից ստացված համալիր տեղեկությունները կարող են օգտագործվել հորատանցքի լվացման և լրալցման տրված պարամետրերի հսկման և պահպանման, ինչպես նաև վերլուծության և հետագայում գործիքների և սարքավորումների ընտրության համար, որպեսզի լավարկվի հորատման գործընթացը: Սարքերի համալիրը այլ համակարգերի և միջոցների հետ կարող է կիրառվել նավթի և գազի հորատանցքերի օբյեկտներում տեղեկատվա-հաշվողական համակարգերում:
Հորատալուծույթի հիմնական պարամետրերի հսկիչ համալիրը կազմված է պնևմատիկ սարքավորումներից: Ստացվող տեղեկատվության կենտրոնացման և հարմարավետ սպասարկման համար բոլոր ցուցադրող սարքերը և ղեկավարման օրգանները (խտաչափի, մակարդակաչափի, հոսքի ազդանշանիչի ցուցանշման բլոկները, ինչպես նաև լծակները, անջատիչները (тумблеры), դիտողական ցուցիչները) կոնստրուկտիվ տեղակայված և մոնտաժված են վահանակի վրա գտնվող մի ընդհանուր պատյանի մեջ:
Սարքերը համալիրի պնևմահամակարգի սնման համար նախատեսված է մեկ սնման աղբյուր:
Հորատալուծույթի պարամետրերը շահագործման պայմաններում՝
Խտությունը, գ/սմ3 …………………………………………………………. 0,8…2,6
Ջերմաստիճանը, oC`hորատանցքից դուրս գալիս …………………….. 0…100
հորատալուծույթի ամբարներում ………………………….……………… 0…80
Ծավալային ծախսը հորատանցքից դուրս գալիս, մ3/ վրկ ……….… 0,05…0,1
4.12. Երևակումների, արտանետումների և կլանումների նախաազդանշանիչ СВП
Երևակումների, արտանետումների և կլանումների СВП ազդանշանիչը նախատեսված է տարբերելու երևակումները, արտանետումները և կլանումները նրանց ծագման սկզբնական պահին հորատանցքի հորատման կամ լվացման գործընթացում: СВП իրենից ներկայացնում է տրամաբանական սարք, որն աշխատում է երկու տվիչներով, որոնցից մեկը տվյալներ է հաղորդում հորատալուծույթի ամբարներում գտնվող հորատալուծույթի մակարդակի, իսկ մյուսը՝ մանիֆոլդային գծի ճնշումային խողովակասյան ճնշման մասին: Ազդանշանիչը միացվում է սերիական տվիչներին՝ УП-11М մակարդակաչափին և խողովակասյան վրա գտնվող ճնշման տվիչին, որը մտնում է ПКБ-2 (ПКБ-3) կամ СКУБ համալիրի մեջ:
СВП բաղկացած է հետևյալ բլոկներից՝ վերլուծուցիչ, գրանցիչ (ինքնագրիչ), լույսային (լուսացույց) ու ձայնային (շչակ) ազդանշանիչների և աշխատանքային ռեժիմների կարկառային փոխարկիչից և շչակի միացման: Տվիչներից ստացվող պարամետրերի ընթացիկ տվյալները համեմատվում են դրանց նախնական մեծությունների հետ: Արդյունքում աշխատանքի ժամանակ հնարավոր են հինգ իրավիճակներ.
1) հորատալուծույթի մակարդակը չի փոխվում,այդ դեպքում ճնշման փոփոխությունը խողովակասյան վրա չի ազդում սարքերի ցուցմունքի վրա,
2) հորատալուծույթի մակարդակը իջնում է, այդ դեպքում ճնշման փոփոխությունը խողովակասյան վրա չի ազդում սարքի ցուցմունքի վրա,
3) հորատալուծույթի մակարդակը բարձրացել է, բայց չի հասել թույլատրելի չափին, այդ դեպքում ճնշումը խողովակասյան վրա չի բարձրացել,
4) հորատալուծույթի մակարդակը բարձրացել է, բայց չի հասել թույլատրելի չափին, այդ դեպքում ճնշումը խողովակասյան վրա բարձրացել է,
5) հորատալուծույթի մակարդակը բարձրացել է և գերազանցել թույլատրելի չափը, այդ դեպքում ճնշման փոփոխությունը խողովակասյան վրա չի ազդում սարքի ցուցմունքի վրա:
СВП ալգորիթմի աշխատանքի սկզբունքը կայանում է հետևյալում: Առաջի իրադրության դեպքում վերլուծիչի բլոկի վահանի դիմային մասի վրա միանում և անընդհատ վառում է «Կլանում» կանաչ լամպը, իսկ լույսային ազդանշանման բլոկի վրա միանում և նույնպես անընդհատ վառում է էլեկտրալամպի կանաչ լույսը: Այդ ընթացքում գրանցման բլոկի վրա գծագրվում է ուղիղ գիծ մոտովորապես 1,6 A մակարդակի վրա: Ձայնային ազդանշանումը չի միանում:
Երկրորդ իրադրության դեպքում վերլուծիչի բլոկի վահանի դիմային մասի վրա միանում և անընդհատ վառում է «Կլանում» կանաչ լամպը, իսկ լույսային ազդանշանման բլոկի կանաչ լուսավորված էլեկտրալամպը լուսավորում է ընդհատվող լույսով: Գրանցման բլոկի վրա գծագրվում է բեկյալ գիծ 2,5 րոպեի պարբերությամբ:
Երրորդ իրադրության դեպքում վերլուծիչի բլոկի վահանի դիմային մասի «Երևակում» սպիտակ լամպը և լույսային ազդանշանման բլոկի դեղին լուսավորված էլեկտրալամպը լուսավորվում են ընդհատվող լույսով: Գրանցման բլոկի վրա գծագրվում է բեկյալ գիծ 80 վրկ պարբերությամբ, որը մասնակի կամ ամբողջությամբ գտնվում է 1,6 A մակարդակից ձախ: Ձայնային ազդանշանման բլոկը այդ ընթացքում արձակում է ընդհատումներով ձայնային ազդանշան: Թվարկված նշանները վկայում են երևակում տեսակի բարդության առկայության մասին:
Չորրորդ և հինգերորդ իրադրության դեպքում վերլուծիչի բլոկի վահանի դիմային մասի «Արտանետում» կարմիր լամպը և լույսային ազդանշանման բլոկի կարմիր լուսավորված էլեկտրալամպը լուսավորվում են ընդհատվող լույսով: Գրանցման բլոկի վրա գծագրվում է բեկյալ գիծ 40 վրկ պարբերությամբ, որը մասնակի կամ ամբողջությամբ գտնվում է 1,6 A մակարդակից աջ: Ձայնային ազդանշանման բլոկը այդ ընթացքում արձակում է ընդհատումներով ձայնային ազդանշան: Թվարկված նշանները վկայում են արտանետում տեսակի բարդության առկայության մասին:
Ձայնային ազդանշանը կարող է անջատվել օպերատորի կողմից, սակայն իրադրության փոփոխության դեպքում այն նորից միացվում է:
4.13. Հաշվիչներ
Կախված նյութի քանակի չափման սարքի աշխատանքի սկզբունքից տարբերում են արագանի հաշվիչներ, ծավալային հաշվիչներ և կշռային հաշվիչներ:
Արագանի հաշվիչների աշխատանքի սկզբունքը հիմնված է չափվող նյութի հոսքի արագությամբ պտտվող պտտանի պտտման արագության վրա:
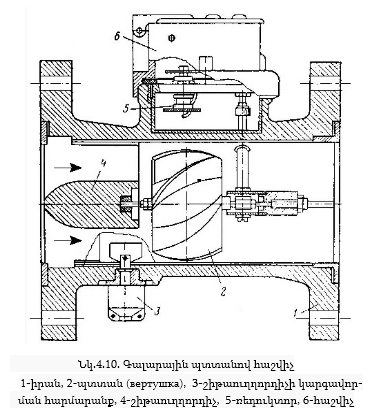
Նկ.4.10-ի վրա պատկերված է գալարային պտտանով հաշվիչի սխեման: Շարժվող հոսքը 4 շիթաուղղորդով ուղղվում է դեպի օղակային տարածություն և պտուտակաձև թիակներին հաղորդում պտտական շարժում: Պտույտները 2 պտտանից փոխանցվում են 6 հաշվիչ մեխանիզմին, որը գտնվում է պաշտպանիչ իրանում և խողովակաշարից առանձնացված է հերմետիկորեն: Հաշվիչ մեխանիզմի սանդղակը սանդղակավորված է լիտրերով կամ մ3-ներով:
Ըստ պտտանի տեսակի այս հաշվիչները լինում են՝ թիակավոր (BК) և գալարային (BB):
Հաշվիչի չափը որոշվում է նրա ելքային անցքի տրամագծով: BК տեսակի հաշվիչների տրամաչափը տատանվում է 10...40 մմ սահմաններում, իսկ BB՝ 30...100մմ և ավելի: Այս հաշվիչների թողանցման հնարավորությունը կախված տրամաչափից և նյութի մածուցիկությունից կազմում է 12...600 մ3/ժ: Այս սարքերի ճշտության դասը 2,5...3 է:
Ծավալային հաշվիչներում չափվող նյութը պարբերաբար լցվում և դատարկվում է որոշակի ծավալի տարայի մեջ:
Կախված աշխատանքային օրգանի կառուցվածքից ծավալային հաշվիչները ստորաբաժանվում են՝ մխոցայինի, սկավառակայինի, օվալայինի (ատամնանիվներով) և այլն:
Ծավալային հաշվիչների ճշտոթյան դասը 0,5 է:
4.14. Անեմոմետրեր
Մթնոլորտի կազմը լեռնային փորվածքներում անընդհատ փոխվում է կախված ապարների ճեղքերից դուրս եկող գազերի, օքսիդացման գործընթացի, պայթեցման աշխատանքների հետևանքով առաջացած գազերի և այլ պատճառներով: Այդ իսկ պատճառով թունավոր գազերի կոնցենտրացիան կարող է հասնել սահմանային արժեքների: Բարենպաստ աշխատանքային պայմաններ ստեղծելու համար իրականացնում են լեռնային փորվածքների բնական կամ հաճախ ստիպողական օդափոխում:
Օդափոխիչների արտադրողականության և լեռնային փորվածքներում օդի բաշխվածության հսկումն իրականացնում են չափելով օդի շարժման արագությունը համապատասխան ուղիներում կամ փորվածքներում:
Չափելով
օդի շարժման
միջին
արագությունը
![]() և
փորվածքի կամ
խողովակի
հատույթը F,
որոշում են
օդի ծախսը՝
և
փորվածքի կամ
խողովակի
հատույթը F,
որոշում են
օդի ծախսը՝ ![]()
Հետախուզական լեռնային փորվածքներում օդի շարժման արագությունը հաճախ չափում են հողմաչափերով, որոնք ըստ կառուցվածքի լինում են թևավոր հողմաչափ (АСО-3) և թասաձև հողմաչափ (МС-13): Թևավոր հողմաչափ Թիակավոր մանեմոմետրերով (նկ.4.11,ա) չափում են օդի հոսքի արագությունը 0,3-ից մինչև 5 մ/վրկ սահմաններում: Հաշվարկի մեխանիզմը ունի երեք սլաք, իսկ թվացույցը համապատասխանաբար երեք սանդղակներ`միավոր, հարյուրավոր և հազարավոր:
Թասաձև հողմաչափ (նկ.4.11, բ) թևավորներից տարբերվում են քամու ընդունման մեխանիզմով: Թասաձև դեպքում այն ունի չորս պնակային պտտանիի տեսք: Այս հողմաչափերը օժտված է մեծ ամրությամբ և փոքր կենտրոնախույս ուժով, որը հնարավորություն է տալիս չափել 20 մ/վրկ ավելի արագության օդային հոսքեր:
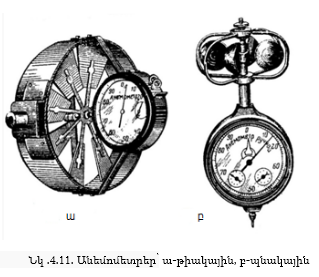
Չափման գործընթացում թիակավոր հողմաչափի փողրակի (трубинка) առանցքը ուղղում են հոսքի ուղղությամբ, իսկ Թասայինի առանցքը՝ հոսքին ուղղահայաց:
Քանի որ հողմաչափի հաշվարկային մեխանիզմը ցույց է տալիս պտույտների թիվը, ապա հոսքի արագության (մ/վրկ) անցնելու համար օգտվում են հատուկ գրաֆիկից, որը կցում են սարքին:
Թևավոր հողմաչափի չափման սխալանքը 0,4 %, իսկ պնակաձևինը՝ 1,5 %:
ՍՏՈՒԳՈՂԱԿԱՆ ՀԱՐՑԵՐ
1. Ինչպե՞ս կարելի է որոշել խողովակաշարով հոսող նյութի քանակը:
2. Ինչպե՞ս կարելի է որոշել խողովակաշարով հոսող նյութի ծախսը:
3. Ի՞նչ են իրենցից ներկայացնում ծախսաչափերը:
4. Գծել և բացատրել ճնշման փոփոխության գրաֆիկը կախված հոսքի արագությունից:
5. Ներկայացնել և բացատրել խողովակաշարերում ճնշման չափման սկզբունքը նեղացվող հարմարանքով:
6. Ո՞րն է կոչվում նեղացվող հարմարանքի մոդուլ և ի՞նչ սահմաններում է այն տատանվում:
7. Գծել և բացատրել լողանավոր դիֆմանոմետրի աշխատանքի սկզբունքը:
8. Ի՞նչ են իրենցից ներկայացնում ռոտամետրերը:
9. Բացատրել РЛ-6 ծախսաչափի աշխատանքի սկզբունքը:
10. Ի՞նչ են իրենցից ներկայացնում էլեկտրական ծախսաչափերը:
11. Բացատրել ЭМР-5 ծախսաչափի էլեկտրական սխեման:
12. Բացատրել ЭМР-5 ծախսաչափի ճնշման տվիչի աշխատանքի սկզբունքը:
13. Բացատրել РГР-7 ծախսաչափի բլոկ սխեման:
14. Ներկայացնել և բնութագրել ընդունման ծավալներում հորատալուծույթի մակարդակի չափման սարքերի աշխատանքի սկզբունքը:
15. Ներկայացնել և բնութագրել հորատալուծույթի ծախսի ПРВ ձևափոխիչի կառուցվածքը:
16. Ներկայացնել և բացատրել СПЖ-1 հորատալուծույթի հոսքի ազդանշանիչի աշխատանքի սկզբունքը:
17. Բացատրել հորատալուծույթի հիմնական պարամետրերի հսկման Д-4 սարքի նշանակությունը և բնութագրիչ պարամետրերը:
18. Ներկայացնել և բացատրել երևակումների, արտանետումների և կլանումների СВП նախաազդանշանիչի աշխատանքային իրավիճակները:
19. Ներկայացնել և բացատրել գալարային պտտանով հաշվիչի կառուցվածքը:
20. Ներկայացնել և բացատրել օդի հոսքի արագության չափման հողմաչափերի (անեմոմետրերի) սկզբունքային կառուցվածքները:
5. ՀՈՐԱՏՄԱՆ ՌԵԺԻՄԻ ՊԱՐԱՄԵՏՐԵՐԻ ԵՎ ՑՈՒՑԱՆԻՇՆԵՐԻ ՉԱՓՄԱՆ ԵՎ ՀՍԿՄԱՆ ՍԱՐՔԵՐ
5.1. Առանցքային բեռնվածության չափիչ ինդիկատոր
Երկրաբանահետախուզական բնագավառի համապիտանի հիդրավլիկ մատուցումով բոլոր շպինդելային հաստոցները հագեցած են առանցքային բեռվածության ինդիկատորներով: Այս ինդիկատորներով կարելի է չափել 0-ից մինչև մի քանի տոննա բեռնվածություն:
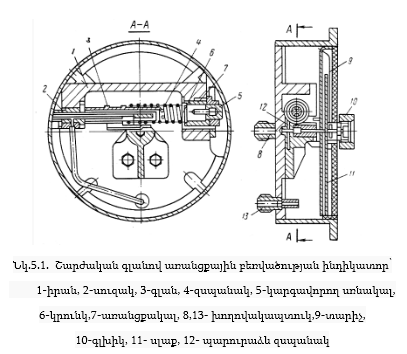
Հիդրավլիկ մատուցմամբ սյունակային հորատման հաստոցներում տեղադրում են սուզակային (плунжерный) ինդիկատորներ: ВИТР-ի կողմից մշակված ինդիկատորում (նկ.5.1) 2 սուզակը ամրացված է անշարժ: Հաստոցի հիդրոհամակարգում յուղի ճնշման ազդեցության տակ 3 գլանը տեղաշարժվում է սուզակի վրայով, սեղմելով հետադարձող 4 զսպանակը և պտտելով 11 սլաքի առանցքը ատամնավոր ձողի և անվակի միջոցով: Սլաքի շարժաբերի մեխանիզմի խաղացքի (люфт) վերացման համար տեղադրված է 12 պարուրաձև զսպանակը: Սարքը ունի մեկ սլաք և շարժական թվացույց (циферблат) որով որոշվում է հորատարկի զանգվածը և առանցքային բեռնվածությունը հորատախորշի վրա, երբ հորատումը կատարվում է առկախումով և լրացուցիչ բեռնվածությանբ:
5.2. Կշռի հիդրավլիկական ինդիկատոր (ԿՀԻ-ГИВ)
Փափուկ և միջին ամրության ապարներում հորատելիս, երբ մեխանիկական արագությունը համեմատաբար բարձր է, հորատարկի մատուցումը հաճախ կատարվում է հաստոցի կարապիկի օգնությամբ և առանցքային բեռնվածության հսկման համար օգտագործում են հատուկ տվիչներ, որոնք միացվում են բազմաճախարակային համակարգի ճոպանի անշարժ ծայրին: Այս տեսակի սարքերից առավել հայտնի են կշռի հիդրավլիկական ինդիկատորները (ГИВ-6, ГИВ-М):
Կախված օգտագործվող բազմաճախարակային ճոպանի տրամագծից և անհրաժեշտ չափման սահմանից ГИВ-6 ինդի- րկատորները թողարկվում են երեք մոդիֆիկացիաներով (ГИВ-6-I,
ГИВ-6-II, ГИВ-6-III), որոնք ունեն տարբեր լրակազմեր:
Այս մոդելի ինդիկատորները հնարավորություն են տալիս որոշել 15-ից մինչև 38մմ տրամագծի բազմաճախարակային ճոպանի ձգման ճիգը 100…4000 կգուժ-ից մինչև 800…25000 կգուժ սահմաններում:
Երկրորդական սարքերի բերված հիմնական սխալանքը 2,5%, իսկ զգայունության շեմը՝ 0,3%:
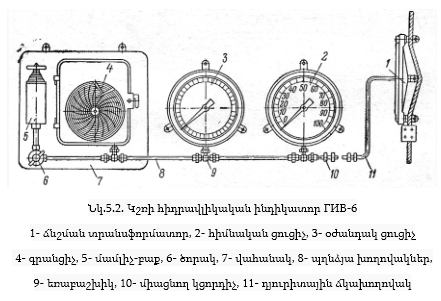
Ինդիկատորի լրակազմի (նկ.5.2) մեջ են մտնում ճնշման տրանսֆորմատորը 1, հիմնական ցուցիչը 2, օժանդակ ցուցիչը 3 և 7, որի վրա մոնտաժված է գրանցիչը (ինքնագրող մանոմետր) 4 և մամլիչ բաքը 5 ծորակով 6:
Ճնշման տրանսֆորմատորը ինդիկատորի հիդրավլիկական գծին միացված է ճկուն դյուրիտային ճկախողովակով 11, իսկ մնացած հանգույցներն ու սարքերը միացված են կարմիր պողպատից պատրաստված խողովակներով: Տվիչի (ճնշման տրանսֆորմատորի) աշխատանքի սկզբունքը կայանում է նրանում, որ ճոպանի ձգման ճիգը փոխանցվում է ճնշման տրանսֆորմատորի թաղանթին ի շնորհիվ երեք հոլովակներով համակարգի, որոնցով անցնում է ճոպանը: Այդ ճնշումը, որը համապատասխանում է հորատման կայանքի կեռի վրա ազդող բեռնվածությանը ֆիքսվում է մանոմետրի կողմից, որոնք մետաղական հիդրոխողովակներով միացված են տվիչի հետ: Սարքերի խոռոչները, տրանսֆորմատորի խուցը և խողովակաշարերը լցվում են հեղուկով մամլիչ-բաքից: Որպես աշխատանքային հեղուկ ամառը օգտագոր-ծվում է թորած ջուր, որին ավելացվում է 1% քրոմպիկ ինդիկատորի հիդրավլիկական համակարգը կոռեզիայից պահպանելու համար, իսկ ձմռանը, ջրի սառչելուց խուսափելու համար օգտագործում են գլիցերինի ջրային հորատալուծույթի (50% ջուր և 50% գլիցերին), կամ էթիլային սպիրտի բնափոխված ջրային հորատալուծույթի (մեկ բաժին սպիրտը երկու-երեք բաժին ջրին):
ГИВ կշռի ինդիկատորի տեխնիկական բնութագիրը
Կշռի չափման սահմանները, կՆ ……………………………………………………………… 40 կամ 80
Ճշտության դասը …………………………………………………………………………………...…….. 4
Ցուցադրող և ինքնագրող մանոմետրերի ճնշման չափման սահմանները, Պա………………. 8.105
Ինքնագրող մանոմետրի դիագրամի պտտման հաճախությունը, պտ/օր…….…………………… 1
Դիագրամը պտտող ժամացույցային մեխանիզմի քայլի սխալանքը, րոպ/օր ………………………… ±5
Սարքի առավելությունը կառուցվածքի և շահագործման պարզությունն է: Թերություններն են՝ ճոպանի տրամագծի և ջերմաստիճանի փոփոխության ազդեցությունը, հեղուկի արտահոսքը:
5.3. Բեռնվածության չափման մագնիսաառաձգական համակշռիչ МКН-2
МКН-2 բեռնվածության չափիչը (նկ.5.3) ծառայում է հորատարկի քաշի և ապարաքայքայիչ գործիքի վրա առանցքային բեռնվածության (հորատարկի կարապիկից և հիդրավլիկ մատուցմամբ), կեռի վրա բեռնվածության (իջեցման-բարձրացման և վթարային աշխատանքնրի ժամանակ), ինչպես նաև շպինդելի քայլով առաջանցման ժամանակի դիտողական հսկման և օրական դիագրամի վրա գրանցման համար: Համակշռիչը նախատեսված է ЗИФ-650М և ЗИФ-1200МР հորատման հաստոցների համար:
МКН-2 բեռնվածության չափիչի հիմնական հանգույցներն են՝ ДНР կամ ДНС ճիգի տվիչը, ДДС ճնշման տվիչը, ПРП2 ցուցադրող և գրանցող սարքը և միացնող մալուխները:
Ճիգի և ճնշման տվիչների չափիչ շղթաները միացված են հաջորդաբար, որի հետևանքով առանց լրացուցիչ փոխարկումների ազատ մատուցմամբ հորատման հսկումից հեշտությամբ անցում է կատարվում հիդրավլիկական մատուցմամբ հորատման հսկմանը:
Հորատագործիքի քաշի և ապարքայքայիչ գործիքի վրա բեռնվածության չփման սկզբուքը կայանում է հետևյալում:
Հայտնի է, որ բեռնվածությունը հորատախորշի վրա հավասար է
![]()
որտեղ Pխղշ –ը հորատման խողովակաշարի քաշն է, Pկռ –ն ճիգն է, որը ստեղծում է կարապիկը բազմաճախարակային համակարգի միջոցով հորատարկը ձգելու համար (ճիգը կեռի վրա):
Այսպիսով, սարքը պետք է չափի բեռնվածությունը կեռի վրա, հիշի հորատարկի քաշը և անընդհատ լուծի այդ հավասարումը, ապահովելով հորատարկի քաշի, ապարաքայքայիչ գործիքի վրա առանցքային բեռնվածության և կեռի վրա քաշի ցուցանշումները համապատասխան սարքերի վրա:
Հիդրավլիկ մատուցումով հորատման դեպքում հնարավոր է աշխատանքի երկու ռեժիմ՝ հորատում բեռնվածության կիրառմամբ և հորատում բեռնաթափմամբ: Հետևաբար բեռնվածության չափիչը պետք է լուծի հետևյալ հավասարումը՝
![]()
որտեղ T –ն բեռնավորման ( պլյուս նշան) կամ բեռնաթափման (մինուս նշան) ճիգն է, որը զարգացնում են հիդրոգլանների համակարգերը հորատարկի մատուցման ժամանակ:
Այս հավասարման ավտոմատ լուծումը ապահովվում է նրանով, որ ДДС տվիչի ելքային ազդանշանի ֆազը կախված է նրանից թե նրա որ չափիչ սեկցիայում կբարձրանա յուղի ճնշումը:
Այս տվիչի սեկցիաներից մեկը հիդրավլիկորեն կապված է մատուցման համակարգի հիդրոգլանների ներքին, իսկ մյուսը վերին խոռոչի հետ: Հորատարկի կշռման ժամանակ այն կտրվում է հորատախորշից ի շնորհիվ մատուցման հիդրոգլանների ներքին խոռոչում ճնշման համապատասխան մեծացման: Այդ ժամանակ ներքևի խոռոչին միացված տվիչի հանգույցը իրականացնում է զգայական սեկցիայի ֆունկցիա, իսկ վերևի խոռոչի հետ միացված տվիչի հանգույցը՝ հավասարակշռման սեկցիայի ֆունկցիա: Տվիչի ելքային լարումը հավասարակշվում է և հիշվում պոտենցմետրում:
Բեռնաթափումով հորատման ժամանակ տվիչի և պոտենցմետրի ելքային լարումների ֆազերը հակառակ են, որը համապատասխանում է հավասարման մեջ մինուս նշանին:
Լրացուցիչ բեռնվածությամբ հորատման ժամանակ ճնշումը ստեղծվում է մատուցման հիդրոգլանների վերին խոռոչում: Այս դեպքում տվիչի զգայուն սեկցիայի ֆունկցիան իրագործում է այն հանգույցը, որը միացված է հիդրոգլանի վերևի խոռոչի հետ: Արդյունքում տվիչի և պոտենցմետրի ելքային ֆազերը համընկնում են, որն էլ համապատասխանում է հավասարման պլյուս նշանին:
МКН-2 սարքի տեխնիկական բնութագիրը
Սնման նոմինալ լարումը,Վ………………………………………………….…….……... 380
Սնման հոսանքի հաճախությունը,Հց…………………………………………….….……. 50
Ծախսող հզորությունը, Վտ, ոչ ավելի………………………………………………..…… 90
Չափման սահմանները՝ հաստոցների համար………………….ЗИФ-650М ЗИФ-1200МР
առանցքային բեռնվածությունը,կՆ ………………………………………………. 0-30 0-30
հորատարկի քաշը,կՆ …………………………………………………..………… 0-75 0-150
բեռնվածությունը կեռի վրա,կՆ ……………………………………………….... 0-150 0-300
Հորատման գործընթացի չափվող պարամետրերը ДДС ճնշման տվիչով և ДНР տեսակի առանցքային բեռնվածության տվիչով (նկ.5.3,ա) ձևափոխվում են էլեկտրական լարվածության ազդանշանի, որն էլ փոխանցվում է ցուցադրող և գրանցող ПРП-2 սարքի ելքին:

Տվիչների աշխատանքը հինված են մագնիսաառաձգական էֆեկտի վրա: ДДС տիպի տվիչի (նկ.5.3,բ) երկու խոռոչներից մեկը միացված է հիդրոգլանի վերևի, իսկ մյուսը ստորին խոռոչին: Այս խոռոչների ճնշումների տարբերությունը տվիչներով ձևափոխվում են փոփոխական հոսանքի էլեկտրական լարման: ДНР տիպի տվիչը ընդունում է կեռի վրայի ճիգը,և ձևափոխում այն փոփոխական հոսանքի էլեկտրական լարման:
МКН-2 չափիչի աշխատանքային սխեման կառուցված է համակշռման սկզբունքի վրա: ПРП-2 պրիբորը ունի երկու չափիչ ալիքներ՝ “Բեռնվածություն“ և “Զանգված“ և համապատասխան երկու սանդղակներ սլաքներով:
МКН-2 չափիչը առանց ДНР տվիչի նախատեսված է աշխատանքային երեք ռեժիմներով աշխատելու համար՝
I ռեժիմ՝ հորատարկի քաշի կշռում և հիշում,
II ռեժիմ՝ առանցքային բեռնվածության չափում բեռնաթափումով հորատման դեպքում,
III ռեժիմ՝ առանցքային բեռնվածության չափում բեռնավորմամբ հորատման դեպքում:
ДНР տվիչով МКН -2 չափիչը նախատեսված է հինգ ռեժիմներով աշխատանքի համար, որոնցից առաջին երեքը նմանակ են վերը նշվածներին:
IV ռեժիմ՝ բեռնվածության չափում կեռի վրա իջեցման-բարձրացման և վթարային աշխատանքների ժամանակ,
V ռեժիմ՝ առանցքային բեռնվածության փոփոխության չափում մեծացված հաշվարկային մասշտաբով:
Ի տարբերություն առանցքային բեռնվածության ԿՀԻ ինդիկատորի МКН տեսակի չափիչները զերծ են նրա թերություններից:
5.4.Մատուցման ավտոմատ կարգավորիչ АРП
АРП մատուցման ավտոմատ կարգավորիչը նախատեսված է՝
1)կարապիկի արգելակի օգնությամբ ապարքայքայիչ գործիքի սահուն մատուցման, ինչպես նաև ապարների ֆիզիկամեխանիկական հատկություններից և ապարքայքայիչ գործիքի վիճակից կախված առանցքային բեռնվածության փոփոխման համար,
2) ապարքայքայիչ գործիքի վրա առանցքային բեռնվածության դիտողական հսկման և գրանցման համար,
3) իջեցման - բարձրացման աշխատանքների ժամանակ կեռի վրա բեռնվածության գրանցման համար,
4) հորատարկի մատուցման արագության դիտողական գրանցման համար:
АРП կարգավորիչի տեխնիկական բնութագիրը
Ապարքայքայիչ գործիքի վրա առանցքային բեռնվածության կարգավորման սահմանները, կՆ …………………………..…………… 0…30
Ապարքայքայիչ գործիքի վրա տրված բեռնվածության ապահովման սխալանքը,կՆ………………………………………………………….. ±1
Բեռվածության չափման և գրանցման սահմանները, կՆ՝hորատման ժամանակ ( ապարաքայքայիչ գործիքի վրա)………………… 0…30
իջեցման- բարձրացման աշխատանքների ժամանակ (կեռի վրա)0…………………………………………………………………………….…30
Ապարաքայքայիչ գործիքի վրա բեռնվածության չափման և գրանցման հիմնական սխալանքը,%............................................................... ±2,5
Հորատագործիքի մատուցման արագության չափման թույլատրելի սահմանները, մ/ժ ……………………………………………………. 0…5
Հորատագործիքի մատուցման արագության չափման հիմնական սխալանքը,% ………………………………………………………………. ±4
Ըստ աշխատանքի սկզբունքի АРП-ն համարվում է էլեկտրահիդրավլիկական կատարողական օրգանով կարգավորման ավտոմատ համակարգ, որն ապահովում է ապարքայքայիչ գործիքի վրա առանցքային բեռնվածության և առաջանցման արագության միջև տրված հաստատուն հարաբերակցությունը՝ համապատասխան հետևյալ բանաձևի՝
![]()
Որտեղ՝ Pտ -ապարքայքայիչ գործիքի վրա առանցքային բեռնվածության տրված արժեքն է համապատասխան մատուցման զրոյական արագության, Pագ-առանցքային բեռնվածությունն է ապարքայքայիչ գործիքիվրա,K-համեմատականության գործակիցն է,V- հորատագործիքի մատուցման արագությունն է:
АРП մատուցման ավտոմատ կարգավորիչի կառուցվածքային սխեման պատկերված է նկ. 5.4 վրա:

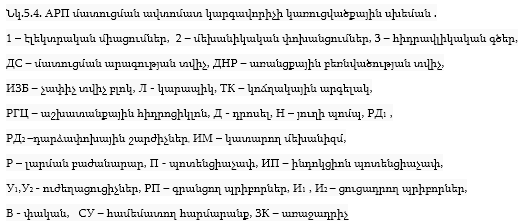
5.5.Պտտման հաճախության չափիչ ИЧВ
ИЧВ սարքը նախատեսված է հորատարկի պտտման հաճախության չափման համար 0–ից մինչև 1500 պտ/րոպ սահմաններում և պատկանում է ոչ հպումային տեսակի սարքերին: Չափման սխալանքը 4% է: Սարքը բաղկացած է ինդուկցիոն փոխակերպիչից, ցուցասարքից և միացման մալուխից:
ИЧВ աշխատանքի սկզբունքը հիմնված է պտտիչում գտնվող ատամնանիվի պտտման հետևանքով ձևափոխիչի միջուկի հաստատուն մագնիսական հոսքի չափման վրա, ընդ որում ձևափոխիչի կոճին տրվում է էլեկտրաշարժ ուժ: Ստացված ազդանշանի հաճախությունը ուղիղ համեմատական է հորատարկի պտտման հաճախությանը: Ծագող ազդանշանը ձևավորվում է, ըստ ամպլետուդի կայունանում և դիֆերենցվում:
ИЧВ տեխնիկական բնութագիրը
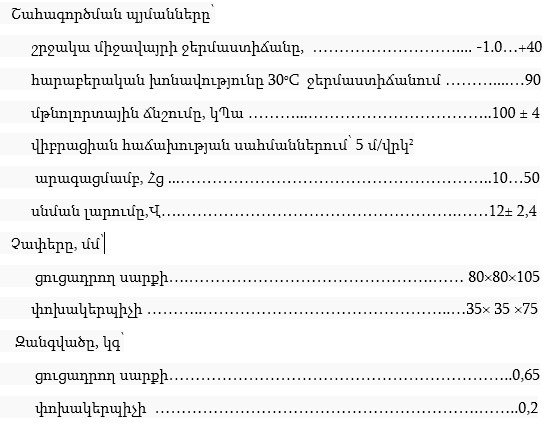
5.6. Ոլորող մոմենտի չափիչ և ավտոմատ սահմանափակիչ OM-40
OM-40 սարքը (նկ.5.5) հորատման ժամանակ ապահովում է ոլորող մոմենտի մեծության դիտողական հսկում, գերբեռնումների ժամանակ նախազգուշական ազդանշանում թարթիչ լույսով, հաստոցի պտտիչի վրա ոլորող մոմենտի ավտոմատ սահմանափակում անջատելով հաստոցի էլեկտրաշարժիչը ոլորող մոմենտի վթարային մեծացման դեպքում, հորատագործիքի բարձրացման դեպքում բազմաճախարակային համակարգի կեռի վրա բեռնվածության տեսողական հսկում, բեռնվածության ավտոմատ սահմանափակում բազմաճախարակային համակարգի վրա:
Ոլորող մոմենտի գերբեռնվածության և ավտոմատ սահմանափակման հսկիչ մեծությունների արժեքները ընտրվում են սպասարկող անձնակազմի կողմից: Կեռի վրա բեռնվածության ավտոմատ սահմանափակման մեծությունը հաստատուն է և կախված է բազմաճախարակային համակարգի ճոպանասարքից:
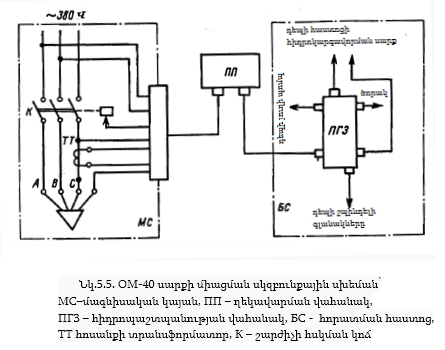
Այս սարքերը տեղադրվում են ասինքրոն էլեկտրաշարժիչներով և աստիճանական փոխանցման տուփերով հորատման կայանքների վրա: Սարքը կարող է օգտագործվել ինչպես հորատագործիքի հիդրավլիկական, այնպես էլ ազատ մատուցման դեպքերում:
ОМ-40 տեխնիկական բնութագիրը

5.7. Հսկիչ-չափիչ ապարատւրա “КУРС”
Երկրաբանահետախուզական հորատանցքերի հորատման ռեժիմի պարամետրերի չափման և հսկման համար УКБ-5, УКБ-7, УКБ-8 հորատման կայանքների համար ստեղծվել են “Курс” տիպի ապարատուրա համապատասխանաբար 411, 623, 713 ինդեքսներով: “Курс-613” ապարատուրայի աշխատանքի սկզբունքը հիմնված է հորատման գործընթացում չափվող պարամետրերի ձևափոխմամբ էլեկտրական լարման:
“Курс-411” ապահովում է բեռնվածության գրանցումը ապարքայքայիչ գործիքի կամ կեռի վրա օրական դիագրամի վրա և նշում հորատարկի բռնման պահերը, ինչպես նաև ապահովում լույսային կամ ձայնային ազդանշանում՛ երբ հորատալուծույթի ծախսը ցածրանում է թույլատրելի սահմանից: “Курс-613” և “Курс-713” ապարատուրաները բացի դրանից, լույսային և ձայնային ազդանշանմամբ ապահովում են կեռի վրա ճիգի և պտտիչի վրա ոլորող մոմենտի սահմանային թույլատրելի մեծությունները: Այս ապարատուրաներին կարելի է կցել նաև “Румб-1” համապիտանի արձանագրիչը:
Տեխնիկական
բնութագիրը

5.8.Հորատման գործընթացի պարամետրերի համապիտանի արձանագրիչ
“Румб-1”
“Румб-1” արձանագրիչը նախատեսված է մեկ դիագրամի վրա ըստ ժամանակի վեց պարամետրերի սինքրոն գրանցմն համար: “Румб-1” սարքով համալրում են “Курс-613” և “Курс-713” ապարատուրաներով սարքավորված УКБ-7, УКБ-8 և ЗИФ-1200МР կայանքները համապատասխան ձևափոխիչներով:
“Румб-1” արձանագրիչի գործողության սկզբունքը հիմնված է հորատման գործընթացի չափվող պարամետրերի ձևափոխմանը էլեկտրականի, որոնք մուտք են գործում УКБ կայանքների “Курс” տեսակի ապարատուրաներից կամ ЗИФ-1200МР հաստոցի ձևափոխիչից դեպի համապատասխան արձանագրիչների ուղիները: Յուրաքանչյուր ուղու չափման սխեման կոմպենսացվող է համակշռվող է փոփոխական հոսանքով: Ձևափոխիչից ստացված էլեկտրական ազդանշանը, որը տրվում է ուղու ելքին համեմատվում է կոմպոնսատորի ազդանշանի հետ:
Ստացված ազդանշանի և կոմպենսատորի ազդանշանի տարբերությունը ուժեղացվում է զրո ուժեղացուցիչով և տրվում դարձափոխային շարժիչի ղեկավարող կոճին, որն էլ պտտում է կոմպենսատորի ռոտորը այնքան, մինչև կոմպենսատորի ելքային ազդանշանը կհավասարվի արձանագրիչի ազդանշանին: Միաժամանակ տեղի է ունենում արձանագրիչի ծայրի շեղում, որը կինեմատիկորեն կապված է կոմպենսատորի ռոտորին:
Արձանագրիչը բաղկացած է գրանցող սարքից և սնման բլոկից УКБ-7, УКБ-8 և ЗИФ-1200МР հաստոցների դեպքում, իսկ ЗИФ-1200МР համար նաև լրացուցիչ բախշիչ տուփից, պահարանից, հոսանքի տրանսֆորմատորից, ինչպես նաև ճնշման, ճիգի, ծախսի, հորատման արագության ձևափոխիչներից:
1. Ներկայացնել առանցքային բեռնվածության սուզակային ինդիկատորի կիրառման բնագավառը և բացատրել աշխատանքի սկզբունքը:
2. Ներկայացնել կշռի հիդրավլիկական ինդիկատորի (ГИВ) կիրառման բնագավառը, տալ չափման սահմանները և լրակազմը:
3. Բացատրել կշռի հիդրավլիկական ինդիկատորի (ГИВ) աշխատանքի սկզբունքը, ներկայացնել նրա տեխնիկական բնութագիրը, թվարկել առավելություններն ու թերությունները:
4. Ներկայացնել մագնիսաառաձգական МКН-2 համակշռիչի կիրառման բնագավառը և հիմնական հանգույցները:
5. Գրել և պարզաբանել մագնիսաառաձգական МКН-2 համակշռիչով լուծվող հավասարումը:
6. Ներկայացնել և բացատրել մագնիսաառաձգական МКН-2 համակշռիչի տվիչների աշխատանքի սկզբունքը:
7. Բացատրել մագնիսաառաձգական МКН-2 համակշռիչի աշխատանքային բոլոր ռեժիմները:
8. Ինչի՞ համար է նախատեսված АРП մատուցման ավտոմատ կարգավորիչը:
9. Ինչի՞ վրա է հինված АРП մատուցման ավտոմատ կարգավորիչի աշխատանքի սկզբունքը, գրել համապատասխան բանաձևը:
10. Ներկայացնել և բացատրել АРП մատուցման ավտոմատ կարգավորի կառուցվածքային սխեման:
11. ԻՆչի՞ համար է նախատեսված ИЧВ պտտման հաճախության չափիչը և ինչի՞ վրա է հիմնված նրա աշխատանքի սկզբունքը:
12. Ինչի՞ համար է նախատեսված ոլորող մոմենտի չափիչ և ավտոմատ սահմանափակիչ ОМ-40 սարքը, թվարկել հիմնական հանգույցները:
13. Բացատրել ОМ-40 սարքի միացման սկզբունքային սխեման և ներկայացնել տեխնիկական բնութագիրը:
14. Ինչի՞ համար է նախատեսված “Курс” հսկիչ-չափիչ ապարատուրան և ո՞ր կայանքների վրա է տեղադրվում, ներկայացնել դրա տարատեսակների տեխնիկական բնութագրերը:
15. Ինչի՞ համար է նախատեսված “Румб-1” համապիտանի արձանագրիչը, ո՞ր կայանքների վրա է տեղադրվում, ինչ սարքերից ու բլոկներից է բաղկացած:
6. ԱՎՏՈՄԱՏ ՂԵԿԱՎԱՐՄԱՆ ՀԱՍԿԱՑՈՒԹՅՈՒՆՆԵՐԸ ԵՎ ՍԿԶԲՈՒՆՔՆԵՐԸ
6.1. Ավտոմատիկայի հիմնական հասկացությունները
Ավտոմատիկան՝ գիտության և տեխնիկայի բնագավառ է, որը ընդգրկում է ավտոմատացման համակարգերի ստեղծման սկզբունքները և մեթոդները:
Ընդհանուր առմամբ, ավտոմատ համակարգը օբյեկտի ղեկավարման համընդհանրություն է ղեկավարման օրգանով, որը գործում է առանց մարդու միջամտության՝ համաձայն նախօրոք կազմած ծրագրի կամ ինքնակարգավորվող համակարգ է կախված դրսից ստացած ինֆորմացիայի: Սովարաբար ղեկավարման օբյեկտներ են համարվում ցանկացած տեսակի մեքենաները, մեխանիզմները, ապարատները և նրանց հանգույցները, որոնք իրականացնում են նպատակային որևէ գործողություն:
Ղեկավարման օբյեկտը և ղեկավարման օրգանը, որոնք միասին կազմում են մի ընդհանրոււթյուն, կոչվում է ավտոմատ:
Ղեկավարման օբեկտը (կարգավորման օբեկտ) հարմարանք է կամ գործընթաց է, որի պահանջվող աշխատանքային ռեժիմը պետք է պահպանվի հատուկ կազմակերպված արտաքին ղեկավարող ազդեցություններով:
Ղեկավարում՝ ղեկավարող ազդեցությունների ձևավորում, որոնք ապահովում են ղեկավարման օբյեկտի պահանջվող աշխատանքային ռեժիմը:
Կարգավորում՝ ղեկավարման մասնավոր դեպք, երբ խնդիրը կայանում է ղեկավարման օբյեկտի որևէ ելքային մեծության հաստատուն պահելու մեջ:
Ավտոմատ ղեկավարում՝ ղեկավարում առանց մարդու անմիջական մասնակցության:
Ղեկավարող հարմարանք՝ հարմարանք, որն ազդում է ղեկավարման օբյեկտի վրա աշխատանքի պահանջվող ռեժիմի ապահովման նպատակով:
Ավտոմատ համակարգ կամ ավտմատ կարգավորման համակարգ (ԱՀ կամ ԱԿՀ)՝ ղեկավարման օբյեկտի և ղեկավարող հարմարանքի համընդհանրություն,որոնք փոխազդում են միմյանց հետ:
Ավտմատացումը մեքենայական արտադրության զարգացման փուլ է առանց արտադրական գործընթացների մարդու անմիջական ղեկավարման և այդ ֆունկցիաների հանձնումը տեխնիկական միջոցներին:
Ղեկավարման գործընթացը իրականացվում է ղեկավարման համակարգի միջոցով և բաղկացած է հետևյալ հիմական ֆունկցիաներից՝
1. Չափական ինֆորմացիայի ստացում արտադրական գործընթացի վիճակի մասին որպես ղեկավարման օբյեկտի:
2. Ղեկավարման նպատակին հասնելու համար ստացված ինֆորմացիայի մշակում և որոշման ընդունում օբյեկտի վրա ազդեցության անհրաժեշտության մասին:
3. Ընդունած որոշման իրականացում, կամ այլ խոսքերով անմիջական ազդեցություն արտադրական գործընթացի վրա:
Տեխնիկական հարմարանքները, որոնք կիրառվում են ղեկավարման համակարգերում որոշակի ֆունկցիաների ավտոմատացման համար կոչվում են ավտոմատացման տեխնիկական միջոցներ:
Կախված ղեկավարման մեջ մարդու՝ օպերատորի մասնակցության աստիճանից տարբերում են հետևյալ համակարգերը՝
1. Ձեռքի հեռակառավարմամբ, երբ չափման արդյուքում ստացված ինֆորմացիայի մշակումը, անհրաժեշտ ղեկավարման ազդեցության որոշումը և դրանց ռեալիզացումը կատարում է մարդը հեռակառավարման միջոցների օգնությամբ:
2. Ավտոմատացված, երբ մարդը իրականացնում է ղեկավարման համակարգի ֆունկցիաների միայն մի մասը:
3. Ավտոմատ, երբ ղեկավարման պրոցեսը ընթանում է առանց մարդու անմիջական մասնակցության:
Ավտոմատացման բաղկացուցիչ մասն է համարվում ավտոմատ ղեկավարման տեսությունը, որը հնարավորություն է տալիս մշակել ղեկավարման ընդհանուր սկզբունքներն ու մեթոդները, ելնելով գործարկման ենթակա ավտոմատացվող համակարգից: Համաձայն այդ տեսության լուծվում են հետևյալ խնդիրները՝
1) ղեկավարման նպատակը, որի խնդիրն է հստակ որոշել գործընթացի լավարկման ցուցանիշները (критерий оптимизации): Այս խնդրի լուծման համար կարևոր է գտնել չափանիշի մաթեմատիկական կապի տեսքը այն մեծություններից, որոնք որոշում են նրա տեխնիկատնտեսական էությունը: Այսպես, հետախուզական հորատման լավարկման չափանիշներից է երթային արագությունը: Հետևաբար, ղեկավարման նպատակը՝ առավելագույն երթային արագությունն է, որի մաթեմատիկական կախվածությունը արտահայտվում է հետևյալ բանաձևով՝
![]()
որտեղ ![]() երթային
արագությունն
է, h-երթային
առաջանցման
մեծությունն
է, t-ն մաքուր
հորատման ժամանակն
է, T-ն ԻԲՕ
ժամանակն է:
երթային
արագությունն
է, h-երթային
առաջանցման
մեծությունն
է, t-ն մաքուր
հորատման ժամանակն
է, T-ն ԻԲՕ
ժամանակն է:
2) ղեկավարվող օբյեկտի նկարագրությունը, որն իր մեջ ներ է առնում գործընթացի մաթենատիկական մոդելի մշակումը, չափանիշի և ղեկավարվող պարամետրերի քանակական կապի հաստատումը: Վերը նշված օրինակի համար ղեկավարվող օբյեկտինկարագրման համար պետք է գտնել հետևյալ կապը (կապերը)
![]()
3) տեղեկատվության ստացումը և փոխանցումը կախված է պրոցեսի ընթացքի հետ: Այս խնդրի լուծման համար անհրաժեշտ է մշակել համապատասխան տվիչներ և չափիչ սարքավորումներ: Դիտարկվող դեպքում P, n, Q և այլնի տվիչներ են:
4) տեղեկատվության վերափոխումը նպատակ ունի ստացված ազդանշանը ուժեղացնել այնպիսի մակարդակի, որը կապահովի նրանց ղեկավարող ազդեցությունը օբյեկտի վրա համաձայն ղեկավարման ալգորիթմի: Որպես տեղեկատվության ձևափոխիչներ կարող են հանդես գալ ուժեղացուցիչները և սերվոմեխանիզմները (օժանդակ մեխանիզմ), որոնցով իրագործվում են հորատագործիքի մատուցումը, պտտման հաճախության, հորատալուծույթի քանակի և այլնի փոփոխություններ:
5) հուսալիություն, որի տակ հասկացվում է ինչպես տեսական, այնպես է գործնական հուսալի ավտոմատ համակարգի մշակումը:
Ավտոմատ ղեկավարման յուրաքանչյուր համակարգ գործում է ըստ համապատասխան ալգորիթմի:
Ալգորիթմը կարգավորման (ղեկավարման) օրենք է, որի տակ հասկացվում է մաթեմատիկական գործողությունների համընդհանրություն նշված նպատակին հասնելու համար: Օրինակ, հորատագործիքը հորատախորշ մատուցող ավտոմատ համակարգը իրականացնում է առանցքային բեռնվածության մեծացում որոշակի օրենքով, որը չպետք է գերազանցի տրված որոշակի մեծության: Այսպիսի համակարգի տվիչը ունի հակադարձ կապի ազդանշանիչ, որը բեռնվածության կրիտիկական արժեքների դեպքում տվիչի ազդանշանով ավտոմատ համակարգի միջոցով դադարեցնում է մատուցումը կամ վեր է բարձրացնում հորատագործիքը:
Որպես ավտոմատ կարգավորման համակարգի օրինակներ դիտարկենք հորատանցքի լվացման ռեժիմի ստորև բերված ավտոմատ կարգավորման սխեման (նկ.6.1):
Կարգավորման օբյեկտը (հորատալուծույթի քանակը) ազդում է զգայուն օրգանի (տվիչ) վրա, որն էլ արձակում է ազդանշան և այն ուղղում կարգավորող հարմարանք, որն էլ համեմատում է առաջադրիչի հորատալուծույթի օպտիմալ քանակության հետ: Այնուհետև ազդանշանների ուժեղացված տարբերությունը ազդում է կարգավորիչի ծորակի վրա, որն էլ փոխում է պոմպի մատուցման չափը կախված տարբերության նշանից:
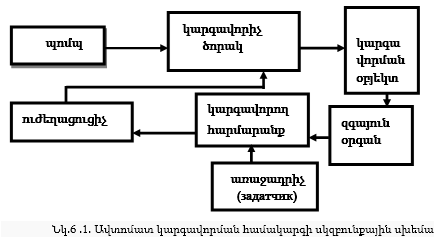
Հորատման գործընթացի ավտոմատ ղեկավարման համակարգը առանձնանում է ղեկավարվող պարամետրերի (առանցքային բեռնվածության, պտտման հաճախության և հորատալուծույթի քանակի) բարդությամբ: Հորատման գործընթացի վրա թվարկված պարամետրերի ազդեցությունից բացի ղեկավարող համակարգը պետք է արձագանքի նաև այսպես կոչված գրգռող ազդեցությունների վրա՝ ինչպիսիք են ապարների մեխանիկական հատկությունների փոփոխությունները, հորատախորշի մաքրման աստիճանը, հորատագործիքի մաշվածությունը և այլն:
6.2. Հակիրճ ակնարկ հորատման գործընթացի ավտոմատ ղեկավարման վերաբերիալ
Հորատման
ռեժիմի
ավտոմատ
ղեկավարման
առաջին
օրինակներից
է СБШ-1
հաստոցի
ավտոմատացումը,
որում
առանցքային բեռնվածության
կարգավորումը
իրականացվում
է պտտիչի
շարժիչի
լիսեռի վրա ոլորող
մոմենտի
կայունացման
պայմանից, իսկ
պտուտաթվերը,
որպես
հորատման
մեխանիկական
արագության
ֆունկցիա:
Պարզվեց, որ
այս սարքը
աշխատունակ է
համեմատաբար
միատարր
ապարներում,
որոնց
ամրության գործակիցը՝
![]() (ըստ Մ.
Մ.
Պրոտոդյակոնովի):
Սա
պայմանավորված
է նրանով, որ
համակարգի
հիմքում
դրված է պտտիչի
շարժիչի
ոլորող
մոմենտի
կայունացման
սկզբունքը,
որը չի
համապատասխանում
հայտնի որևէ
ցուցանիշի:
Ինչը պետք է
ապահովեր
ռեժիմի պարամետրերի
օպտիմալ
համակցում
լայն տիրույթում
փոփոխվող
պատահաբար
հորատվող ապարների
ֆիզիկամեխանիկական
հատկությունների
պայմաններում:Կախված
դրանից տվյալ
համակարգը
տարածում
չստացավ,
սակայն
դրական դեր
խաղաց
հորատման
գործընթացի
ավտոմատացման
գործում:
(ըստ Մ.
Մ.
Պրոտոդյակոնովի):
Սա
պայմանավորված
է նրանով, որ
համակարգի
հիմքում
դրված է պտտիչի
շարժիչի
ոլորող
մոմենտի
կայունացման
սկզբունքը,
որը չի
համապատասխանում
հայտնի որևէ
ցուցանիշի:
Ինչը պետք է
ապահովեր
ռեժիմի պարամետրերի
օպտիմալ
համակցում
լայն տիրույթում
փոփոխվող
պատահաբար
հորատվող ապարների
ֆիզիկամեխանիկական
հատկությունների
պայմաններում:Կախված
դրանից տվյալ
համակարգը
տարածում
չստացավ,
սակայն
դրական դեր
խաղաց
հորատման
գործընթացի
ավտոմատացման
գործում:
Մի այլ տեսակի համակարգի հիմքում դրվեց առաջանցման 1մ ինքնարժեքը կախված ռեժիմի օպտիմալ պարամետրերից:
Ռեժիմի պարամետրերի օպտիմալ արժեքների որոնմամբ և ընտրությամբ համակարգերը, որոնք հիմնվելով նախնական տեխնոլոգիական հետազոտությունների վրա, իրագործվում են ֆունկցիոնալ ձևափոխիչներով, առաջարկվեցին ավելի ուշ:
Որոշ հեղինակներ ներկայացնում են ավտոմատ ղեկավարման համակարգ (ԱՂՀ), որի հիմքում դրված է հորատման առավելագույն մեխանիկական արագության ցուցանիշը: Համակարգը իր մեջ ընդգրկում է ռեժիմի պարամետրերից առանցքային բեռվածության (P) և պտուտաթվերի (n) ավտոնոմ ԱՂՀ, որը ղեկավարվում է երկալիք էքստրեմալ կարգավորիչով:
Հորատման ավտոմատների ստեղծման սկզբնական փուլում մշակվեցին ավտոմատներ, որոնք հաստատուն էին պահում առանցքային բեռնվածությունը կամ մատուցման արագությունը:
Տուրբինային հորատման զարգացման հետ առջարկվեցին և ստեղծվեցին մի շարք էքստրեմալ կարգավորիչներ, որոնք կարգավորելով առանցքային բեռնվածությունը կարողանում են գտնել առավելագույն մեխանիկական արագությունը և պահպանել այն:
Ընդհանուր առմամբ ԱՂՀ ներդրումը նպատակ ունի իրագործելու հորատման գործընթացը առավելագույն երթային արագությամբ կամ հորատման նվազագույն արժեքով:
Հորատման գործընթացի անմիջական ավտոմատացմամբ արևմտյան ֆիրմաները սկսել են զբաղվել դեռևս 1960-ական թվականներից և ավտոմատացման համակարգերը ստեղծել են ընդգրկելով ԷՀՄ: Ընդ որում հաշվիչ տեխնիկայի կիրառումը իրագործվել է երկու ուղղություններով՝ կամ ԷՀՄ տեղադրվում է անմիջապես հորատավայրում (ավտոնոմ համակարգեր), կամ տեղեկության փոխանցման համակարգի միջոցով հորատավայրից հաղորդվում է ֆիրմայի հաշվիչ կենտրոն:
Ավտոնոմ
համակարգերին
է պատկանում
«Դռիլսերվ»
համակարգը:
Սրա
աշխատանքի
սկզբունքը
կայանում է
հետևյալում:
Ապարքայքայիչ
գործիքի
պտուտաթվերի (n),
և առանցքային
բեռնվածության
(P) չափերի մասին
տվիչներից
ստացված
արդյունքները
ուղղվում է
հաշվիչ
մեքենա, որը
գտնում է ![]() արտադրյալը
և համեմատում
ծրագրով տված
արտադրյալը
և համեմատում
ծրագրով տված ![]() արտադրյալի
հետ, եթե
արտադրյալի
հետ, եթե![]() ապա
իրականացնում
է ռեժիմի
պարամետրերի
ուղղում:
«Դռիլսերվ» ծրագրի
կիրառումը հնարավորությունն
է տալիս
անհամեմատ
ցածրացնել
հորատման
արժեքը:
ապա
իրականացնում
է ռեժիմի
պարամետրերի
ուղղում:
«Դռիլսերվ» ծրագրի
կիրառումը հնարավորությունն
է տալիս
անհամեմատ
ցածրացնել
հորատման
արժեքը:
«Մարտին Դեքեր» ֆիրմայի կողմից մշակված համակարգը ամբողջությամբ բացառում է հորատանցքից ստացված տեղեկատվության նախնական մշակումը և համարյա ակնթարթորեն տալիս է տվյալներ, որոնք անհրաժեշտ են հորատման արտադրողականության բարձրացման համար: Սա հնարավորություն է տալիս փոփոխելու ռեժիմի պարամետրերը կախված հորատանցքում պայմանների տեղի ունեցող փոփոխությունների հետ, ելնելով հորատման նվազագույն արժեքի պայմանից:
«Հայբըլ Օյլ Էնդ Ռիֆայնինգ» ֆիրմայի կողմից մշակված հաշվիչ համակարգը, ծառայում է կարգավորելու առանցքային բեռնվածությունն ու պտուտաթվերը, ելնելով հորատման նվազագույն արժեքի չափանիշից:
Եթե խոր հորատման ավտոմատ համակարգերի ստեղծումով զբաղվում են ավելի քան 80…100 տարի, ապա հետախուզական հորատման ավտոմատացման աշխատանքները ունեն 25…30 տարվա պատմություն:
Ստորև կդիտարկենք, մեզ հայտնի այն ավտոմատ համակարգերը, որոնք մշակված են հիմնականում հետախուզական հորատման համար:
1. Հորատման կարգավորիչ БР-1 (նկ.6.2.) և մատուցման ավտոմատ կարգավորիչ АРП: Այս հարմարանքներից յուրաքնչյուրը իրենից ներկայացնում է առանցքային բեռնվածության միաալիք ծրագրային համակարգ և ապահովում է հորատման երկու պարամետրերի հաստատուն համակցում՝ Pտրվ=P+C·V, որտեղ Pտրվ-ն բեռնվածության տրված արժեքն է, C-ն համեմատականության գործակիցն է,իսկV-ն հորատման արագություննն է:
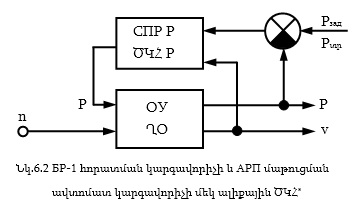
![]()
БР-1 կարգավորիչը նախատեսված է հորատարկի հիդրոֆիկացված մատուցման համար, իսկ АРП-ն համապատասխանաբար կարապիկից հորատագործիքի մատուցման համար:
Առավելությունները՝ БР-1 և АРП կարգավորիչները ապահովում են առանցքային բեռնվածության պահպանումը հաշվի առնելով ապարների հորատելիությունը, համեմատաբար պարզ են ինչպես սխեմատիկ այնպես էլ կառուցվածքային առումով, օգտագործվում է կարապիկի արգելակի մատուցումը (АРП), բերված են արդյունաբերական թողարկման մակարդակի:
Թերությունները՝
հստակորեն
հիմնավորված
չեն Pտրվ և C
արժեքների
ընտրությունները
(առավել ևս համակարգի
ավտոմատում
տեղադրման
համար) չունեն
լավարկման
ցուցանիշի
հիմնավորում,
բացակայում է
պտտման հաճախության
հորատման
երկրորդ
ալիքը կախված
հորատվող
ապարների
ֆիզիկամեխանիկական
հատկություններից:
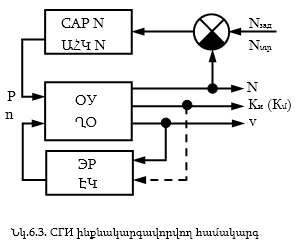
![]()
2.
СГИ
ինքնակարգավորվող
համակարգը
(Նկ.6.3) բաղկացած
է շարժիչի
հզորության (N)
կայունացման
ենթահամակարգից
(ավտոմատ
կարգավորման
համակարգեր
ԱԿՀ-CAP N) և պտտման
հաճախության
ծայրահեղ
(էքստրեմալ)
կարգավորման
ենթահամակարգ
![]() Համակարգը
կարող է
ապահովել
հորատման
առավելագույն
մեխանիկական
արագություն,
առավելագույն
առաջանցում
ապարքայքայիչ
գործիքի վրա
(ապահովելով գործիքի
մաշման
նվազագույն
ինտենսիվություն)
կամ 1մ
հորատանցքի հորատման
նվազագույն
արժեք:
Համակարգը
կարող է
ապահովել
հորատման
առավելագույն
մեխանիկական
արագություն,
առավելագույն
առաջանցում
ապարքայքայիչ
գործիքի վրա
(ապահովելով գործիքի
մաշման
նվազագույն
ինտենսիվություն)
կամ 1մ
հորատանցքի հորատման
նվազագույն
արժեք:
Առավելությունները՝ բավարար հստակությամբ է ներկայացված լավարկման ցուցանիշները կարծրհամաձուլվածքային ապարքայքայիչ գործիքի բթացման համար: Ղեկավարումը իրականացվում է P և n պարամետրերի համար, հնարավոր է համակարգի վերափոխում կախված ընտրված չափանիշներից:
Թերությունները՝
հայտնի է, որ 1)
համեմատաբար
ոչ մեծ խորությունների
վրա (200...300մ)
առանցքային
բեռնվածության
լայն սահմաններում
կատարված
փոփոխությունները
աննշան
կերպով են
ազդում
շարժիչի
հզորության
վրա, հետևաբար
և մեծ ֆոնի
խանգարումների
(помехи) դեպքում
հզորության
այդ չնչին
փոփոխությունները
դժվար է
օգտագործել
առանցքային
բեռնվածության
կարգավորման
համար, 2)
պտտիչի
հզորությունը
կախված
հորատանցքի խորության
հետ խիստ աճում
է, որը պահանջում
է անընդհատ կարգավորել
տրված![]() հզորության
չափը; 3)պտտման
հաճախության
ղեկավարման
ալիքի
աշխատանքի
հիմքում
տրված է
հզորության
չափը; 3)պտտման
հաճախության
ղեկավարման
ալիքի
աշխատանքի
հիմքում
տրված է ![]() էքստրիմալ
կախվածությունը,
որը
պրակտիկայում
հազվադեպ է
հանդիպում
(հիմնականում
միայն
հարվածա-պտտական
հորատման
ժամանակ):
Հայտնի է նաև,
որ երկրաբանահետախուզական
հորատանցքերի
հորատման
պրակտիկայում
պտտման
հաճախությունը
սահմանափակված
է ելնելով
պտտիչի
շարժակի ոչ
բավարար հզորությունից
(հաստոցի
յուրաքանչյուր
տեսակ ունի
որոշակի
հզորության շարժակ,
որի գերազանցումը
սահմանափակված
է ելնելով
ամրության
պայմանից),
վիբրացիայի ի
հայտ գալը
պտտման
որոշակի
հաճախությունից
բարձր
լինելու
դեպքում և
այլն: Քանի որ
տվյալ համակարգում
հիմնական
ղեկավարվող
պարամետրը n-ն
է, իսկ P-ն
հանդես է
գալիս որպես
կախյալ և ուղղիչ
պարամետր, ապա
տվյալ
համակարգը չի
կարող լինել
լիարժեք և
մտնել
օպտիմալ
ռեժիմի տիրույթ:
էքստրիմալ
կախվածությունը,
որը
պրակտիկայում
հազվադեպ է
հանդիպում
(հիմնականում
միայն
հարվածա-պտտական
հորատման
ժամանակ):
Հայտնի է նաև,
որ երկրաբանահետախուզական
հորատանցքերի
հորատման
պրակտիկայում
պտտման
հաճախությունը
սահմանափակված
է ելնելով
պտտիչի
շարժակի ոչ
բավարար հզորությունից
(հաստոցի
յուրաքանչյուր
տեսակ ունի
որոշակի
հզորության շարժակ,
որի գերազանցումը
սահմանափակված
է ելնելով
ամրության
պայմանից),
վիբրացիայի ի
հայտ գալը
պտտման
որոշակի
հաճախությունից
բարձր
լինելու
դեպքում և
այլն: Քանի որ
տվյալ համակարգում
հիմնական
ղեկավարվող
պարամետրը n-ն
է, իսկ P-ն
հանդես է
գալիս որպես
կախյալ և ուղղիչ
պարամետր, ապա
տվյալ
համակարգը չի
կարող լինել
լիարժեք և
մտնել
օպտիմալ
ռեժիմի տիրույթ:
Ելնելով վերը թվարկված թերություններից, կարելի է եզրակացնել, որ այսպիսի համակրգը չի կարող օգտագործվել նույնիսկ ոչ մեծ խորության (200...300) հորատանցքերի հորատման ժամանակ:
3. СГИ-1
ինքնակարգավորվող
համակարգը
(Նկ.6.4) բաղկացած
է երկու
ենթահամակարգերից՝
ապարքայքայիչ
գործոնի
կայունացման
և քայլային
գործողության
էքստրեմալ
կարգավորման: Առաջին
ենթահամակարգը
իրականացնում
է
ապարքայքայիչ
գործոնի
տրված արժեքի
![]() կայունացում
ֆունկցիոնալ
փոփոխություններ
կատարելու
շնորհիվ:
Երկրորդ
ենթահամակարգը
ապահովում է
(առաջինի հետ
համատեղ)
պտտման
հաժախության
որոնում և
պահպանում
այնպիսի
մակարդակի
վրա, երբ հորատման
արագությունը
հասնում է
առավելագույն
արժեքի: Այս համակարգը
էապես
տարբերվում է
առաջինից , ի շնորհիվ
ֆունկցիոնալ
կապի, իսկ կառուցվածքի
սկզբունքի
տեսակետից
գործնականում
չի
տարբերվում
նախորդներից:
կայունացում
ֆունկցիոնալ
փոփոխություններ
կատարելու
շնորհիվ:
Երկրորդ
ենթահամակարգը
ապահովում է
(առաջինի հետ
համատեղ)
պտտման
հաժախության
որոնում և
պահպանում
այնպիսի
մակարդակի
վրա, երբ հորատման
արագությունը
հասնում է
առավելագույն
արժեքի: Այս համակարգը
էապես
տարբերվում է
առաջինից , ի շնորհիվ
ֆունկցիոնալ
կապի, իսկ կառուցվածքի
սկզբունքի
տեսակետից
գործնականում
չի
տարբերվում
նախորդներից:
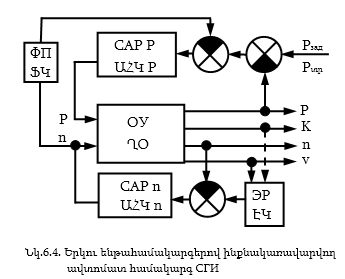
![]()
Առավելությունները՝ նույնն է ինչ որ երկրորդ համակարգինը և բացի դրանից օգտագործվում է պտտիչի կարգավորվող շարժակը, ինչպես նաև կապ է հաստատված երկու ալիքների միջև:
Թերությունները՝
1) համակարգում
բացակայում է
ապարաքայքայիչ
գործիքի
ավտոմատ
կարգավորման
մեծությունը
հորատման
պայմանների
փոփոխության
դեպքերում 2)
ենթադրվում է,
որ ν=ν(n)
կախվածությունը
խիստ
էքստրիմալ է, 3)
հստակ հիմնավորված
չէ համակարգի ![]() արժեքը,
որը
կհամապատասխանի
ν=ν(n)
կախվածության
էքստրիմումին:
Այս համակարգում
ինչպես և
առաջին
տարբերակում,
չնայած P և n միջև
գոյություն
ունեցող
ֆունկցիոնալ
կապին,
ղեկավարման
հիմնական
ալիքը
համարվում է n-ը:
Նկատված
թերությունների
պատճառով, սրա
էֆեկտիվությունն
ևս պտտական
սյունակային
հորատման
տեսակետից
կասկածելի է:
արժեքը,
որը
կհամապատասխանի
ν=ν(n)
կախվածության
էքստրիմումին:
Այս համակարգում
ինչպես և
առաջին
տարբերակում,
չնայած P և n միջև
գոյություն
ունեցող
ֆունկցիոնալ
կապին,
ղեկավարման
հիմնական
ալիքը
համարվում է n-ը:
Նկատված
թերությունների
պատճառով, սրա
էֆեկտիվությունն
ևս պտտական
սյունակային
հորատման
տեսակետից
կասկածելի է:
4. ЧПИ-НИИОГР ղեկավարման համակարգը (Նկ.6.5), որը նախատեսված է պայթեցման հորատանցքերի հորատման համար, կարող է կիրառվել երկրաբանահետախուզական հրատանցքերի հորատման որոշակի պայմաններում ելնելով նրա պարզությունից (կիրառման տեսակետից):
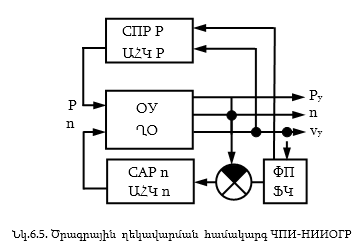
Այս
համակարգի
կառուցման
հիմքում
դրված է 1մ հորատման
նվազագույն
ինքնարժեքը:
Առանցքային
բեռնվածության
կարգավորման
ալիքը նման է
БР-1 հորատման
կարգավորիչին,
սակայն
առանցքային
բեռնվածության
(P) կախվածությունը
հորատման արագությունից
ընտրված է ոչ
գծային, որը
ապահովում է
նվազագույն
ինքնարժեք:Պտտման
հաճախության
ղեկավարման
ալիքը ևս
ծրագրային
տեսքի
է:Կախված
առանցքային
բեռնվածության
կայունացված
արժեքից![]() (կամ
(կամ![]() `հո-րատման
կայունացված
արագությունից
)
համաձայն
տրված ծրագրի,
որը որոշվում
է
ֆունկցիոնալ
կերպափոխիչով
(функциональный
преобразователь)
ՖԿ որոշվում է
հորատագործիքի
պտտման
հաճախության
օպտիմալ արժեքը:
Այս
համակարգում
ապահովվում է
լավարկման
չափանիշների
էքստրեմալ
`հո-րատման
կայունացված
արագությունից
)
համաձայն
տրված ծրագրի,
որը որոշվում
է
ֆունկցիոնալ
կերպափոխիչով
(функциональный
преобразователь)
ՖԿ որոշվում է
հորատագործիքի
պտտման
հաճախության
օպտիմալ արժեքը:
Այս
համակարգում
ապահովվում է
լավարկման
չափանիշների
էքստրեմալ
արժեքների անփոփոխակ (инвариантность) լինելը կախված ապարների հատկությունների փոփոխությունից:
Առավելությունները՝
1)տեխնիկական
իրականացման
համեմատական
պարզությունը,
2)հորատման
արագության
չափիչի
բացակայությունը,
երբ
օգտագործվում
է առանցքային
բեռնվածության
կայունացված
արժեք ![]() :
:
Թերությունները՝ բացակայում է մատուցման հիդրոֆիկացված համակարգի արտաքին բնութագրերի ավտոմատ կարգավորումը կախված կոնկրետ լեռնատեխնիկական պայմաններից և կիրառելի չէ ազատ մատուցմամբ հորատման դեպքում (այսինքն կարապիկից):
5.СМИ (Сибирский металлургический институт) և СГИ-НИИОГР ղեկավարման համակարգ (նկ.6.6):
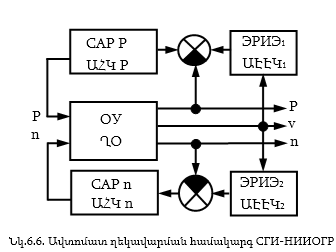

Համակարգը հիմնված է հորատման մեխանիկական արագության արհեստական էքստրիմումների որոնման վրա, որոնք համընկնում են ռեժիմի պարամետրերի հետ, ապահովելով հորատանցքի հորատման 1մ նվազագույն արժեք:
Երկչափ էքստրիմումների որոնման համար առաջարկվում է կոմբինացված մեթոդ, որը սկզբից նախատեսում է իջեցում տրված ուղղությամբ, իսկ այնուհետև կոորդինատների հերթականորեն փոփոխում (Գաուս-Զայդելի մեթոդ): Այս կոմբինացված մեթոդը շատ բարդ է և պահանջում է բարդ սխեմաներ:
Այսպիսով, հորատման գործընթացի ԱՂՀ (ավտոմատ ղեկավարման համակարգերի) ներկայացված վերլուծությունը հաստատում է, որ այսօր դեռևս չկան լիարժեք հարմարանքներ, որոնք կլավարկեն հարվածապտտական և մեխանիկական սյունակային հորատման գործընթացները: Այս իրավիճակը հավանաբար պայմանավորված է խնդրի բարդությամբ և առաջին հերթին ղեկավարման գիտականորեն հիմնավորված չափանիշների բացակայությամբ:
6.3. Հետախուզական հորատման արտադրական գործընթացները որպես ավտոմատացման օբյեկտներ
Հետխուզական հորատումը բաղկացած է մի շարք արտադրական գործընթացներից, որոնք համարվում են մեքենայացման և ավտոմատացման օբյեկտներ:
Հետախուզական հորատումը պայմանականորեն կարելի է ստորաբաժանել հետևյալ արտադրական գործընթացների՝ ապարների քայքայումը հորատանցքի հորատախորշում հորատման գործիքով (բուն հորատում), հորատանցքի մաքրումը քայքայման արգասիքներից, հորատման գործիքի իջեցում-բարձրացում, հորատման խողովակաշարի կցանում հորատանցքի խորացման ժամանակ, հորատման վերնակի բարձրացում և իջեցում, օպերացիաներ կապված մոնտաժ-ապամոնտաժման աշխատանքների և բեռների տեղափոխման հետ: Յուրաքանչյուր գործընթաց, իր հերթին, կազմված է մի շարք օպերացիաներից:
Վերջին տարիներին առաջավոր ֆիրմաների կողմից արտադրվում են հորատման կայանքներ վերը նշված գործընթացների մասամբ կամ ամբողջական ավտոմատացմամբ:
Հիմնական էլեկտրոնային ղեկավարման հարմարանքներով պտտական հորատման կայանքի սկզբունքային սխեման պատկերված է նկ. 6.7 վրա: Այն իր մեջ ներ է առնում կրոնբլոկը 9, բազմաճախարակային բլոկը 10 և ճոպանը 11, որը վերջանում է կարապիկի վրա 12: Կարապիկի արգելակման ժապավենը 13 ձգաձողով 14 միացված է արգելակման բռնակին 15,որը հոդակապով միացված է 16 կետում: Արգելակի լծակը 15 նախկինում ծառայել է ձեռքի ղեկավարմամբ կարապիկից բաց թողնել ճոպանը բազմաճախարակային համակարգի 9, 10, 11 միջով: Տվյալ համակարգը ապահովում է ավտոմատ ղեկավարում, որի դեպքում արգելակի բռնակը 15 գործում է կատարող ղեկավարման գլանի 17 միջոցով, որոնք
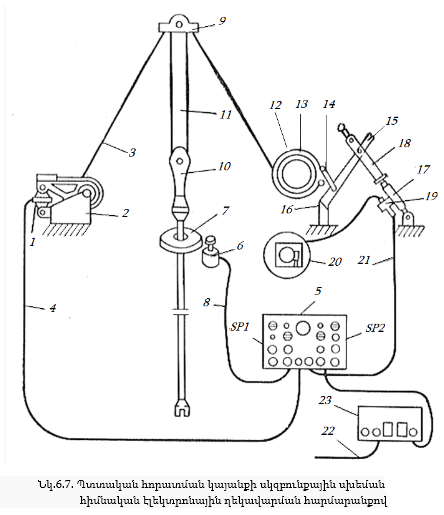
միացված
են ձգաձողով 18:
Գլանը 17
աշխատում է
էլեկտրամագնիսական
կափույրի 19
օգնությամբ,
որը բաց
վիճակում
թույլ է տալիս
20 աղբյուրից
պնևմատիկ կամ
հիդրավլիկ
ճնշմամբ
ազդել 17 գլանի
վրա, այդպիսով
բաց թողնելով
13 արգելակը,
օգտագործելով
15 բռնակը և 14
ձգաձողը: 19
կափույրի
գործողությունը
կարգավորվում
է հիմնական
էլեկտրոնային
ղեկավարող
հարմարանքից
5, որը
փոխանցվում է
21 էլեկտրական
գծով:
Հորատախորշի
վրա ճնշումը
ցուցանշվում
է լարման
տվիչից 1, որը
տեղադրված է
ճոպանի
անշարժ ծայրի
3 վրայի
խարիսխի 2 վրա:
Այս
տեղեկությունը,
որը ստացվում
է
հիդրավլիկական
թռիչքի ձևով 4 հիդրոխողովակով 5
էլեկտրական
ղեկավարման
բլոկում
ձևափոխվում է
էլեկտրական
ազդանշանի: 7
պտտվող
սեղանին միացված
6 տախոմետրը
գեներացնում
է էլեկտրական
ազդանշան, որը
ցույց է տալիս
խողովակաշարի
պտտման
հաճախությունը
n: Այդ
էլեկտրական
ազդանշանը 8
գծով ողղվում
է դեպի 5
ղեկավարող
բլոկ: Բլոկում
այն
օգտագործվում
է որպեսզի
ստացվի ԱԳ-ի վրա
պտտման
հաճախության n
և առանցքային
բեռնվածության
P ցանկալի
համակցում` ![]() , բերված
հորադուրի 25,4
մմ տրամագծին:
, բերված
հորադուրի 25,4
մմ տրամագծին:
Ղեկավարման բլոկը 5 իր աշխատանքային էներգիան սնման աղբյուրից ստանում է 22 գծով և 23 բլոկի միջոցով:
Պտտական հորատման էֆեկտիվությունը կախված է ԱԳ-ի պտտման հաճախության n, առանցքային բեռնվածության P և հորատալուծույթի քանակության Q խիստ որոշակի հարաբերակցությունից: Հետևաբար հորատման պրոցեսի ինքնակարգավորվող ղեկավարման համակարգի ստեղծումը պերք է դիտարկել որպես գոյություն ունեցող հորատման հաստոցների արտադրողականության բարձրացման կարևոր փուլ, քանի որ հորատման ռեժիմի պարամետրերի օպտիմալ համակցումը օպերատորի կողմից միշտ չէ ապահովում հորատման պրոցեսի ճիշտ ղեկավարում ելնելով ընթացիկ տեղեկատվության ընդունման և վերլուծության մարդու սահմանափակ ֆիզիկական հնարավորություններից:
Հորատման
գործընթացի
ավտոմատ ղեկավարման
բլոկ-սխեման
բերված է նկ.6.8
վրա: Ավտոմատ
ղեկավարման
օբյեկտը առաջին
մոտեցմամբ ներկայացված
է որպես «հորատման
հաստոց-հորատարկ-ապարքայքայիչ
գործիք -
հորատախորշ»
բարդ
դինամիկական
համակարգ: Այդ
համակարգը
ունի երեք
հիմնական
ելքային
կարգավորվող
պարամետրեր՝
ԱԳ-ի պտտման հաճախություն
n, առանցքային
բեռնվածություն
P և հորատալուծույթի
քանակություն
Q: Բացի
կարգավորվող
մուտքային
փոփոխականներից,
ղեկավարման օբյեկտի
վիճակը
որոշվում է
նաև ելքային
փոփոխական
պարամետրերով,
որին են
պատկանում
առաջանցումը L
կամ նրա
ածանցիալը
ըստ
ժամանակի՝ մեխանիկական
արագությունը![]() , ծախսվող
հզորությունը
N և ոլորող
մոմենտը M:
, ծախսվող
հզորությունը
N և ոլորող
մոմենտը M:
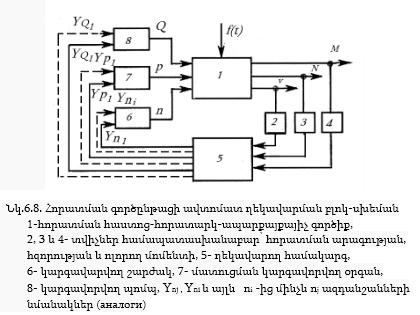
Ելքային պարամետրերը համարվում են բարդ ֆունկցիաներ, որոնք կախված են ապարների ֆիզիկամեխանիկական հատկություններից, ապարքայքայիչ գործիքի վիճակից, կարգավորման ելքային պարամետրերից և այլն: Որպես խոտորող ազդեցություններ f(t) ցուցաբերողներ կարելի է նշել ապարների ֆիզիկամեխանիկական հատկությունները, ապարքայքայիչ գործիքի վիճակը, հորատախորշում հորատման պայմանները և այլն:
5
ղեկավարող
համակարգը 2, 3 և 4 տվիչների
օգնությամբ (
նկ. 6.8)
տեղեկություններ
է ստանում
ղեկավարվող
օբյեկտի
վիճակը
ժամանակի
որոշակի
պահին բնութագրող
ելքային
փոփոխականների
արժեքների
վերաբերիալ, որից
հետո
ձևափոխում է
այդ
տեղեկությունը
և մշակում ![]() ազդանշանները,
որոնք
նախատեսված
են համակարգը
բերելու
անհրաժեշտ
վիճակի:
Ղեկավարվող օբյեկտի
նպատակային
ղեկավարման
էֆեկտիվությունը
գնահատվում է
էֆեկտիվության
ցուցանիշով E,
որը կախված է
օբյեկտի
վիճակը
նկարագրող փոփոխականներից:
Համարվում է
որ
ղեկավարման նպատակային
ծրագիրը
կատարված է,
եթե ղեկավարող
ազդանշանները,
որոնք
նախատեսված
են համակարգը
բերելու
անհրաժեշտ
վիճակի:
Ղեկավարվող օբյեկտի
նպատակային
ղեկավարման
էֆեկտիվությունը
գնահատվում է
էֆեկտիվության
ցուցանիշով E,
որը կախված է
օբյեկտի
վիճակը
նկարագրող փոփոխականներից:
Համարվում է
որ
ղեկավարման նպատակային
ծրագիրը
կատարված է,
եթե ղեկավարող
![]() ազդանշանները
ապահովում են
էֆեկտիվության
ցուցանիշի E
առավելագույն
արժեք: Եթե
ղեկավարման
օբյեկտը ունի
ծայրագույն
(экстремальный)
բնութագրեր և
տեխնիկատնտեսական
նպատակահարմարության
պայմանով նրա
աշխատանքը
անհրաժեշտ է
իրականացնել
այդ
բնութագրերի
ծայրահեղ
կետերում, ապա
այն կարող է
ընտրվել որպես
էքստրեմումի
ցուցանիշ:
Հորատման
գործընթացում
էքստրեմումի
ցուցանիշ
կարող է
հանդիսանալ հորատման
առավելագույն
մեխանիկական
արագությունը,
իչպես նաև այլ
ցուցանիշներ:
ազդանշանները
ապահովում են
էֆեկտիվության
ցուցանիշի E
առավելագույն
արժեք: Եթե
ղեկավարման
օբյեկտը ունի
ծայրագույն
(экстремальный)
բնութագրեր և
տեխնիկատնտեսական
նպատակահարմարության
պայմանով նրա
աշխատանքը
անհրաժեշտ է
իրականացնել
այդ
բնութագրերի
ծայրահեղ
կետերում, ապա
այն կարող է
ընտրվել որպես
էքստրեմումի
ցուցանիշ:
Հորատման
գործընթացում
էքստրեմումի
ցուցանիշ
կարող է
հանդիսանալ հորատման
առավելագույն
մեխանիկական
արագությունը,
իչպես նաև այլ
ցուցանիշներ:
Բազմակապուղի էքստրեմալ կարգավորիչը մուտքային փոփոխականների n, P և Q կարգավորման միջոցով ապահովում է հասնել առավելագույն մեխանիկական արագության: Հորատման առավելագույն արագության արժեքը միշտ չի կարող համապատասխանել օպտիմալության այլ ցուցանիշների, մասնավորապես 1 մ հորատման նվազագույն արժեքին կամ առավելագույն երթային արագությանը:
Հորատման կայանքը որպես ղեկավարման օբյեկտ կարող է ունենալ էֆեկտիվության ցուցանիշի էքստրեմալ բնութագրեր ըստ հորատման առավելագույն մեխանիկական արագության, առավելագույն երթային արագության, նվազագույն հորատման ինքնարժեքի և այլն:
Այս գլխում հիմնականում դիտարկվում են հորատման առավելագույն մեխանիկական արագություն ապահովող համակարգեր: Հորատման մեխանիկական արագության մաքսիմումը կարելի է գտնել մեկ կամ մի քանի փոփոխականների (հորատագործիքի պտտման արագության n, առանցքային բեռնվածության P, հորատալուծույթի քանակի Q և այլն ) ֆունկցիայից: Մեկ փոփոխականով կարգավորման դեպքում հորատման արագության մաքսիմումի ապահովման համակարգի ինքնալարքը (самонастройка) իրականացվում է կարգավորելով միայն հորատարկի պտտման հաճախությունը հաստատուն պահելով մյուս պարամետրերը, օրինակ առանցքային բեռնվածությունը և հորատալուծույթի քանակը, կամ, ընդհակառակը, կարգավորվում է առանցքային բեռնվածությունը հորատախորշի վրա, իսկ պտտման հաճախությունն ու հորատալուծույթի քանակը կայունացվում են համապատասխան հորատման արագության մոտովոր մաքսիմումի վրա: Երկու փոփոխականով արագության մաքսիմումի ապահովման համակարգի ինքնալարքի դեպքում կարգավորվում են պտտման հաճախությունը n և առանցքային բեռնվածությունը P հաստատուն պահելով հորատալուծույթի քանակը Q: Երկու պարամետրերով կարգավորումը կարող է իրագործվել երկու ինքնրույն օպտիմիզատորներով՝ կարգավորող անկախ առանցքային բեռնվածությամբ P և պտտման արագությամբ n:
Գոյություն ունեն նաև ֆունկցիոնալ կարգավորման եղանակներ, որոնց էությունը կայանում է նրանում, որ պարամետրերից մեկը կարգավորվում է օպտիմիզատորով, իսկ մյուսը՝ ֆունկցիոնալ ձևափոխիչի օգնությամբ, որի հմքում նախօրոք դրված է կախվածության ծրագիրը: Հայտնի են նաև բացահանքերում հորատման գործընթացի ավտոմատ համակարգեր, որոնք աշխատում են միայն օգտագործելով կարգավորման օբյեկտի հատկությունների կախվածությունների ծրագրերը:
6.4. Մեխանիկական սյունակային հորատման գործնթացի ավտոմատ ղեկավարման համակարգեր
Հորատման տեխնոլոգիայի հետազոտումը թույլ է տալիս տալ հորատման մեխանիկական արագության V, հորատագործիքի պտտման արագության n և առանցքային բեռնվածության P սկզբունքային կախվածությունը հորատվող ապարների ֆիզիկամեխանիկական հատկություններից և ապարաքայքայիչ գործիքի տեսակից տարբեր եղանակներով հորատման ժամանակ: Այսպես, կարծր համաձուլ վածքային հորատման արագությունը հորատվող ապարների ամրության մեծացման հետ նվազում է: Հորատման մեխանիկական արագության նմանակ որակական կախվածություն է նկատվում նաև հորատելիության տարբեր կարգի ապարներում հորատելիս առանցքային բեռնվածության և հորատարկի տարբեր պտուտաթվերի միջև: Ընդհանուր առմամբ կարելի է եզրակացնել, որ կարծր համաձուլվացքային թագագլխիկի պտտման հաճախությունը նպատակահարմար է կարգավորել հակադարձ համեմատական ապարների ամրությունից:
Որպես ավտոմատ ղեկավարման համակարգի (ԱՂՀ-АСУ) սյունակային հորատման օրինակի վրա, դիտարկենք հետևյալ կախվածությունը
![]()
որտեղ ![]() թագագլխիկի
սայրի
(лезвия)
երկարությունն
է,
թագագլխիկի
սայրի
(лезвия)
երկարությունն
է,
![]()
սյունակային խողովակի երկարությունը, А-ն համեմատկանության գործակից է, V-ն հորատման մեխանիկական արագությունն է:
Ընդունելով, որ
![]()
ապա արտահայտությունը կստանա հետևյալ տեսքը`
![]()
կամ ![]() սակայն
այս
հարաբերակցությունը
հնարավորություն
չի տալիս
որոշելու
ռեժիմի
օպտիմալ
պարամետրերը:
Որի համար առաջին
հերթին
անհրաժեշտ է
գտնել ռեժիմի
պարամետրերից
որևէ մեկի
արժեքը,
օրինակ P, իսկ
այնուհետև
որոշել n:
սակայն
այս
հարաբերակցությունը
հնարավորություն
չի տալիս
որոշելու
ռեժիմի
օպտիմալ
պարամետրերը:
Որի համար առաջին
հերթին
անհրաժեշտ է
գտնել ռեժիմի
պարամետրերից
որևէ մեկի
արժեքը,
օրինակ P, իսկ
այնուհետև
որոշել n:
Դիտարկենք
ԱՂՀ-АСУ-ի
կառուցման
սկզբունքը երբ
օգտագործվում
է ![]() որակական
փոփոխությունը
ու նկ.21. ա,բ
գրաֆիկում
բերված n և P
ֆունկցիոնալ
հարաբերակցությունը:
Այս կախվածությունները՝
V(P) ստացվել են n
տարբեր արժեքների
դեպքում,
ելնելով
լավարկման
ցուցանիշի
պայմանից:
Սրանից
կարելի է
հետևել, որ փափուկ
ապարներում
որակական
փոփոխությունը
ու նկ.21. ա,բ
գրաֆիկում
բերված n և P
ֆունկցիոնալ
հարաբերակցությունը:
Այս կախվածությունները՝
V(P) ստացվել են n
տարբեր արժեքների
դեպքում,
ելնելով
լավարկման
ցուցանիշի
պայմանից:
Սրանից
կարելի է
հետևել, որ փափուկ
ապարներում ![]() հորատման
արագությունը
հասնում է իր
առավելագույն
մեծությանը
առանցքային
բեռնվածության
ցածր
արժեքներում,
քան ավելի
ամուր
ապարներում
հորատման
արագությունը
հասնում է իր
առավելագույն
մեծությանը
առանցքային
բեռնվածության
ցածր
արժեքներում,
քան ավելի
ամուր
ապարներում ![]() ,երբ նրա
արժեքը
հավասար է
,երբ նրա
արժեքը
հավասար է ![]() որն
էլ անվանենք
կրիտիկական:
որն
էլ անվանենք
կրիտիկական:
Կրիտիկական
անվանենք ![]() այն
արժեքը, որի
հետագա
ավելացումը
չի բերում
հորատման
արագության
էական աճին,
իսկ փոքրացումը
տանում է նրա
ցածրացմանը:
այն
արժեքը, որի
հետագա
ավելացումը
չի բերում
հորատման
արագության
էական աճին,
իսկ փոքրացումը
տանում է նրա
ցածրացմանը:
Օգտագործելով
![]() բանաձևը
և V(P)
կախվածությունը,
կառուցենք
ԱՂՀ (նկ.6.9., գ), որի
գործողության
սկզբունքը
կայանում է
հետևյալում:
բանաձևը
և V(P)
կախվածությունը,
կառուցենք
ԱՂՀ (նկ.6.9., գ), որի
գործողության
սկզբունքը
կայանում է
հետևյալում:
Ընդունենք,
որ ԱՂՀ
միացումից
հետո
էքստրեմալ
կարգավորիչի
(ԷԿ)
իրագործող
մեխանիզմը
(ԿՄ) մեծացնում
է առանցքային
բեռնվածությունը
(P) ԱԿՀ ավտոկարգավորման
համակարգի
օգնությամբ:
Սա, իր հերթին, առաջ
կբերի
հորատման
արագության
աճ V(P): Հորատման
արագությանը
համապատասխան
ազդանշանը տրվում
է
ֆունկցիոնալ
կերպափոխիչի
(ՖԿ) մուտքին,
որն էլ
ղեկավարում է ![]() ավտոկարգավորման
համակարգը:
ավտոկարգավորման
համակարգը:
Р
հետագա
մեծացումը չի
բերում
հորատման
արագության
էական աճին: Բացահայտ
է, որ սկսած P որոշակի
արժեքից,
օրինակ ![]() կրիտիկականից
(նկ.6.9,ա)
ի շնորիվ
ֆունկցիոնալ կերպափոխիչի
ՖԿ կիրառման,
կընկնի
պտտման
հաճախությունը
կրիտիկականից
(նկ.6.9,ա)
ի շնորիվ
ֆունկցիոնալ կերպափոխիչի
ՖԿ կիրառման,
կընկնի
պտտման
հաճախությունը![]() գծով
(նկ.6.9, բ), իսկ
արդյունքում
կբերի
հորատման արագության
ինտենսիվ
անկմանը:
գծով
(նկ.6.9, բ), իսկ
արդյունքում
կբերի
հորատման արագության
ինտենսիվ
անկմանը:
Էքստրեմալ
կարգավորչը
հիմնվելով ![]() տարբերության
վար (
տարբերության
վար (![]() ընթացիկ
արագության
միջին արժեքը,
ընթացիկ
արագության
միջին արժեքը,
![]() նրա
միջինացված
առավելագույն
արժեքը) հրաման
կտա կատարող
մեխանիզմին
(ԿՄ) հետ
դարձնելու
այն(на
реверс): ԿՄ
դրանից հետո
սկսում է փոքրացնել
P:
նրա
միջինացված
առավելագույն
արժեքը) հրաման
կտա կատարող
մեխանիզմին
(ԿՄ) հետ
դարձնելու
այն(на
реверс): ԿՄ
դրանից հետո
սկսում է փոքրացնել
P:
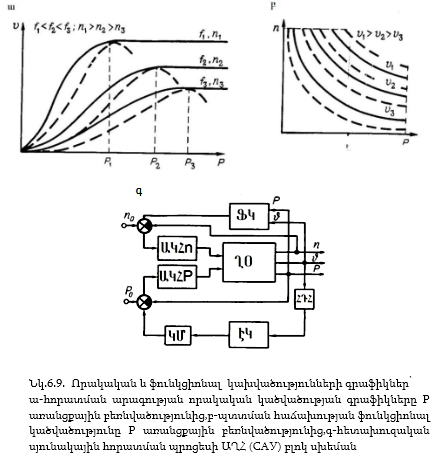
Այս համակարգը փորձարկվելով արտադրության մեջ հաստատել է իր էֆեկտիվությունը և առավել պարզ համակարգի մշակման հետևանքով գտել է իր կիրառությունը սյունակային հորատման լավարկման մեջ:
Հորատման արագության անուղղակի որոշման առաջարկված մեթոդը հնարավորության է տալիս ստեղծելու ԱՂՀ առանց հորատման արագության տվիչի, ընդ որում սխալը որը պայմանավորված է դինամիկական բաղադրիչներից գործնականում բացակայում է:
Այս գործունեության սկզբունքը կայանում է հետևյալում (նկ.6.10):
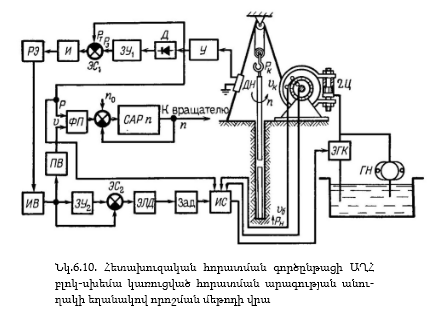
Բեռնվածության
տվիչի ДН (ԲՏ)
ելքը У(Ու)
ուժեղացուցիչի
և D(Դ)
դետեկտորի(դրսևորիչ)
միջոցով
միացված է ![]() հիշող
սարքի
մուտքին: Քանի
որ այս մեթոդի
դեպքում
առանցքային
բեռնվածությունը
կարգավորվում
է
աստիճանական
և մնում է
ֆիքսված
ժամանակի
որոշակի
հատվածում, ապա
հորատման
գործընթացում
Р փոքրանում
է: Բեռնվածության
տվիչից ստացված
ազդանշանը ևս
կփոքրանա:
Հետևաբար,
հիշող
սարքի
մուտքին: Քանի
որ այս մեթոդի
դեպքում
առանցքային
բեռնվածությունը
կարգավորվում
է
աստիճանական
և մնում է
ֆիքսված
ժամանակի
որոշակի
հատվածում, ապա
հորատման
գործընթացում
Р փոքրանում
է: Բեռնվածության
տվիչից ստացված
ազդանշանը ևս
կփոքրանա:
Հետևաբար, ![]() արժեքը
միշտ փոքր
կլինի հիշված
արժեքից:
արժեքը
միշտ փոքր
կլինի հիշված
արժեքից:
![]() էլեմենտում
իրականցվում
է
էլեմենտում
իրականցվում
է![]() ազդանշանի
հանում
ազդանշանի
հանում ![]() որի
տարբերությանը
հաղորդվում է
ինտեգրատորին
այնքան
ժամանակ քանի դեռ,
նրա ելքային
լարման
մակարդակը չի
հավասարվում
РЭ (ՌԷ)
ռելեային
էլեմենտի
գործարկման
շեմին:
որի
տարբերությանը
հաղորդվում է
ինտեգրատորին
այնքան
ժամանակ քանի դեռ,
նրա ելքային
լարման
մակարդակը չի
հավասարվում
РЭ (ՌԷ)
ռելեային
էլեմենտի
գործարկման
շեմին: ![]() ժամանակի
չափումը,
իրագործվում
է ИВ (ԺՀ) ժամնակի
չափիչով, որի
ելքը միացված
է
ժամանակի
չափումը,
իրագործվում
է ИВ (ԺՀ) ժամնակի
չափիչով, որի
ելքը միացված
է ![]() երկրորդ
հիշող սարքին:
Ժամանակը որը
ծախսվում է
երկրորդ
հիշող սարքին:
Ժամանակը որը
ծախսվում է ![]() չափով
փոխելու
համար, որն է
չափով
փոխելու
համար, որն է ![]() չափով փոփոխելու
համար,
հնարավորություն
է տալիս որոշել
չափով փոփոխելու
համար,
հնարավորություն
է տալիս որոշել
![]() հորատման
արագությունը:
Իրականում,
հորատման
ժամանակ
հորատման
խողովակաշարը,
առաձգական
դեֆորմացիայի
սահմաններում
երկարանում է
հորատման
արագությունը:
Իրականում,
հորատման
ժամանակ
հորատման
խողովակաշարը,
առաձգական
դեֆորմացիայի
սահմաններում
երկարանում է ![]() չափով, որը
հնարավորություն
է տալիս գրել
հետևյալը՝
չափով, որը
հնարավորություն
է տալիս գրել
հետևյալը՝
![]()
![]() համեմատման
երկրորդ
էլեմենտում РЭ
(ՌԷ) ռելեային
էլեմենտի
գործարկման
պահին իրականցվում
է նախանական
համեմատման
երկրորդ
էլեմենտում РЭ
(ՌԷ) ռելեային
էլեմենտի
գործարկման
պահին իրականցվում
է նախանական
![]() և
հերթական
և
հերթական ![]() ժամանակների
համեմատություն:
Կախված
ժամանակների
համեմատություն:
Կախված ![]() տարբերության
նշանից ЭЛД
(ՏԳԷ)
տրամաբանական
գործողության
էլեմենտը
տալիս է
համապատասխան
հրաման տվող
հարմարանքին
(задатчик), որն
էլ УПД (ՀԱՄ)
հորատադուրի
ավտոմատ
մատուցիչին
(պասիվ գործողության
սարք, որը
բաղկացած է ИС,
ГН կատարող
սխեմայից, ЭГК
(ԷՀԿ)
էլեկտրահիդրավլիկական
կափույրից, ГЦ
(ՀԳ)
հիդրոգլանից և
թմբուկի
արգելակից)
տալիս է
առանցքային
բեռնվածության
այնքան աճ,
որը ոչ մեծ
չափով
գերազանցում
է
տարբերության
նշանից ЭЛД
(ՏԳԷ)
տրամաբանական
գործողության
էլեմենտը
տալիս է
համապատասխան
հրաման տվող
հարմարանքին
(задатчик), որն
էլ УПД (ՀԱՄ)
հորատադուրի
ավտոմատ
մատուցիչին
(պասիվ գործողության
սարք, որը
բաղկացած է ИС,
ГН կատարող
սխեմայից, ЭГК
(ԷՀԿ)
էլեկտրահիդրավլիկական
կափույրից, ГЦ
(ՀԳ)
հիդրոգլանից և
թմբուկի
արգելակից)
տալիս է
առանցքային
բեռնվածության
այնքան աճ,
որը ոչ մեծ
չափով
գերազանցում
է ![]() :
:
Այսպիսով,
որոշվում է ![]() կրիտիկական
արժեքներից
մեկը, օրինակ
կրիտիկական
արժեքներից
մեկը, օրինակ ![]() (նկ.6.9,ա):
Այնուհետև
համապատասխան
բանաձևով կգտնենք
n: Դրա համար
ֆունկցիոնալ
ձևափոխիչի մուտքին
ПВ (ՁՄ)
(նկ.6.9,ա):
Այնուհետև
համապատասխան
բանաձևով կգտնենք
n: Դրա համար
ֆունկցիոնալ
ձևափոխիչի մուտքին
ПВ (ՁՄ) ![]() ժամանակի
ձևափոխիչի
ելքից տրվում
է V հորատման
արագության
ազդանշան,
միաժամանակ
ազդանշան է տրվում
նաև P
առանցքային
բեռնվածության
տվիչից: ԱՂՀ
հետագա
աշխատանքը
ոչնչով չի
տարբերվում n
որոնման
նախորդ ԱՂՀ
սկզբունքից:
ժամանակի
ձևափոխիչի
ելքից տրվում
է V հորատման
արագության
ազդանշան,
միաժամանակ
ազդանշան է տրվում
նաև P
առանցքային
բեռնվածության
տվիչից: ԱՂՀ
հետագա
աշխատանքը
ոչնչով չի
տարբերվում n
որոնման
նախորդ ԱՂՀ
սկզբունքից:
Հարմարանքը,
որի
սկզբունքը կառուցված
է ![]() մեծության
համեմատության
վրա երբ
մեծության
համեմատության
վրա երբ ![]() աշխատում
է նմանօրինակ
ձևով:
Տարբերությունը
կայանում է
միայն նրանում,
որ այս
դեպքում
իրականացվում
է
աշխատում
է նմանօրինակ
ձևով:
Տարբերությունը
կայանում է
միայն նրանում,
որ այս
դեպքում
իրականացվում
է ![]() որոնում
տվյալ
ապարների
համար:
որոնում
տվյալ
ապարների
համար:
Օգտագործելով ավտոմատ մատուցման հատկությունը, գոյություն ունի ԱՂՀ, որը փափուկ ապարներում հորատման գործընթացը կատարվում է ինտենսիվորեն, որի հետևանքով անհամապատասխանության ազդանշանները աճում են ժամանակի կարճ հատվածներում իրենց հետ առաջ բերելով առանցքային բեռնվածության (P) ԱՂՀ աշխատանքի մեծ հաճախություն (արգելակի միացման հաճախությունը): Այդ նույն ապարներում միացման հաճախությունը մեծանում է համեմատական առանցքային բերնվածությանը, քանի որ հորատման արագությունը ևս մեծանում է: Առանցքային բեռնվածության արժեքի որոնման նպատակի համար, որը տվյալ ապարներում համապատասխանում է առավելագույն հաճախությանը կիրառելով էքստրեմալ կարգավորիչ կարելի է լավարկել հորատման գործնթացը, քանի որ արձագանքման հաճախությունը համեմատական է հորատման համեմատական արագությանը:
Պտտման հաճախությունը կարգավորվում է ֆունկցիոնալ ձևափոխիչի միջոցով:
6.5. Հետախուզական սյունակային հորատման գործընթացի լավարկման հիմնական ցուցանիշները
Հորատման գործընթացի լավարկման կարևոր խնդիրն է ընտրել և հմնավորել ղեկավարման ցուցանիշը: Հորատման գործընթացի լավարկաման ցուցանիշների վերլուծությունը հիմք է տալիս առանձնացնել ցուցանիշների երեք հիմնական խմբեր՝
1) որոնք բնութագրում են գործընթացի ընթացման ակնթարթային արժեքները (հորատման մեխանիկական արագություն, ապարքայքայիչ գործիքի մաշման արագություն),
2) որոնք բնութագրում են գործընթացի ընթացման միջին արժեքները մեկ երթի ընթացքում (միջին մեխանիկական արագություն, հորատման երթային արագություն, երթի տևողություն, երթային առաջանցում, ապարքայքայիչ գործիքի մաշում),
3) որոնք բնութագրում են գործընթացի ընթացման միջին արժեքները ամբողջ հորատանցքի անցման ընթացքում (հորատման կոմերցիոն արագությունը, հորատման տեխնիկական արագությունը, հորատանցքի հորատման ժամանակը, հորատման 1մ արժեքը):
Այս թվարկված ցուցանիշներից առավել կարևորն է 1մ հորատման արժեքը, որն իր մեջ ընդգրկում է տեխնիկատեխնոլոգիական պայմանները: Սակայն պետք է նշել, որ լավարկման ցուցանիշների ընտրությունը համարվում է քիչ ուսումնասիրված հարց և թվարկված ցուցանիշներից յուրաքանչյուրն ունի ինչպես դրական այնպես էլ բացասական կողմեր:
Հորատման գործընթացի տեխնիկատնտեսական ցուցանիշները կախված են մի շարք գործոններից ու պայմաններից՝
1) երկրաբանական պայմաններ՝ հանքավայրի կառուցվածքը և ապարների ֆիզիկա-մեխանիկական հատկություններից,
2) նախագծա-երկրաբանական պայմաններ՝ հորատանցքի կառուցվածքը (այստեղ պետք է հասկանալ հորատանցքի տրամագծի բաշխումը ըստ խորության և այլն),
3) տեխնիկական պայմաններ՝ հորատման հաստոցի տեսակը, հորատման խողովակաշարի կոնստրուկցիան, ապարքայքայիչ գործիքի տեսակն ու չափերը, լվացման տեսակը,
4) տեխնոլոգիական պայմաններ՝ առանցքային բեռնվածությունը P, շրջագծային արագությունը ν, լվացող ագենտի տեսակը, որակը և քանակը Q:
Հետագա դիտարկումների ժամանակ ընդունենք, որ տրված են երկրաբանական պայմանները, հորատանցքի նախագծումը իրականացված է օպտիմալ մակարդակով, տեխնիկական պայմանները առավել ռացիոնալ են ելնելով այս կամ այն չափանիշի տեսակետից (օրինակ, հորատանցքի նվազագույն արժեքի կամ նրա առաջանցման նվազագույն ժամանակի): Վերջին խնդիրը այնքան էլ հասարակ չէ, քանի որ մեծացնելով հորատման վերնակների բարձրությունը փոքրանում են ԻԲՕ ժամանակի և միջոցների ծախսերը, սակայն միաժամանակ մեծանում են նրանց մոնտաժման և ապամոնտաժման վրա ժամանակի և միջոցի ծախսերը: Ավելի հզոր կայանքների օգտագործումը փոքրացնում է հորատանցքի անցման ժամանակը, բայց մեծանում են նրա շահագործման, սպասարկման, մոնտաժման և ապամոնտաժման ծախսերը: Հիդրոհարվածային հորատման հաստոցների օգտագործումը բավականին մեծացնում է հորատման մեխանիկական արագությունը, սակայն հիդրոհարվածային մեքենաների, ապարքայքայիչ գործիքների բարձր արժեքը և էլեկտրաէներգիայի մեծ ծախսը բերում են նրանց օգտագործման անշահութաբերությանը:
Առաջադրված հարցերը համարվում են առանձին խոշոր խնդիրներ, սակայն մեր հիմնական խնդիրն է ավտոմատացնել սյունակային մեխանիկական հորատման գործընթացը ըստ տեխնոլոգիական պարամետրերի և լավարկել այն:
Բազմաչափանիշային խնդրի լուծումը առաջ է բերում մի շարք պրոբլեմներ, որոնք պետք է լուծում ստանան հորատման գործընթացի ավտոմատ ղեկավարման համակարգի նախագծման ժամանակ: Առաջինը, չափանիշները պետք է դասավորել ըստ նրանց կարևորության աստիճանի: Երկրորդը, ընտրել մեկ հիմնական չափանիշ, ըստ որի իրականացվում է լավարկումը, պայմանով որ մնացած բոլոր չափանիշները դուրս չեն գալիս թույլատրելի արժեքների շրջանակներից (օրինակ, կարելի է իրականացնել հորատում առավելագույն երթային արագությամբ, պայմանով որ հորատանցքի 1մ արժեքը չի գերազանցի պլանավորված չափը և այլն): Կարևոր է նաև որ ընտրված լավարկման ցուցանիշը հանարվոր լինի գործնականորեն իրագործել ղեկավարման նախագծվող համակարգում: Ղեկավարման ցուցանիշների վերլուծության համար պետք է կատարել ռեժիմի պարամետրերի ընտրություն այս կամ այն պայմանների համար, ինչպես նաև յուրաքանչյուր երթի հորատման ժամանակը, քանի որ այն ունի դիսկրետ բնույթ և այլն, որն էլ բերում է որոշակի դժվարությունների այս կամ այն ցուցանիշի մինիմալացման (մաքսիմալացման) խնդրի լուծման ժամանակ:
6.6. Հորատման առավելագույն մեխանիկական արագության ցուցանիշ
Այս ցուցանիշը առավել լայն տարածում է ստացել պրակտիկայում, հատկապես խոր հորատման մեջ: Հորատման մեխանիկական արագությունը՝
![]()
![]() կախված
է ղեկավարվող
պարամետրերից
ինչպես նաև
ապարների և
գործիքի
հատկություններից:
Ընդհանուր
առմամբ
կարելի է գրել
կախված
է ղեկավարվող
պարամետրերից
ինչպես նաև
ապարների և
գործիքի
հատկություններից:
Ընդհանուր
առմամբ
կարելի է գրել
![]() , որտեղ
, որտեղ ![]() տակ հասկացվում
է ապարների
ամրությունը
և հորատման
վրա ազդող այլ
հատկությունները
(ճեղքավորվածությունը,
դյուրաբեկությունը,
հղկամաշունակությունը
և այլ
գործոններ),
իսկ q-ի տակ
հասկացվում է
գործիքի
մաշման
աստիճանը, ընդ
որում
ինքնասրվող
գործիքների
համար կարելի
է գրել, որ
տակ հասկացվում
է ապարների
ամրությունը
և հորատման
վրա ազդող այլ
հատկությունները
(ճեղքավորվածությունը,
դյուրաբեկությունը,
հղկամաշունակությունը
և այլ
գործոններ),
իսկ q-ի տակ
հասկացվում է
գործիքի
մաշման
աստիճանը, ընդ
որում
ինքնասրվող
գործիքների
համար կարելի
է գրել, որ ![]() կամ
հաստատուն
ռեժիմի
պարամետրերով
միատարր
ապարների
հորատման
դեպքում՝
կամ
հաստատուն
ռեժիմի
պարամետրերով
միատարր
ապարների
հորատման
դեպքում՝
![]()
որտեղ
![]() թագագլխիկի
շեղբի
թույլատրելի
մաշման չափն
է, որը
հավասար է
շեղբի
սկզբնական և
վերջնական
չափերի
տարբերությանը,
մմ,
թագագլխիկի
շեղբի
թույլատրելի
մաշման չափն
է, որը
հավասար է
շեղբի
սկզբնական և
վերջնական
չափերի
տարբերությանը,
մմ, ![]() մաքուր
հորատման
տևողությունն
է երթի ընթացքում,
քանի դեռ
մեխանիկական
արագությունը
չի սկսել
ինտենսիվորեն
ընկնել,
մաքուր
հորատման
տևողությունն
է երթի ընթացքում,
քանի դեռ
մեխանիկական
արագությունը
չի սկսել
ինտենսիվորեն
ընկնել, ![]() գործիքի
առավելագույն
անցումն է
հաստատուն
հորատման
ռեժիմի
դեպքում, մ:
գործիքի
առավելագույն
անցումն է
հաստատուն
հորատման
ռեժիմի
դեպքում, մ:
Բթացվող գործիքների համար (միատար ապարների հաստատուն ռեժիմով հորատման դեպքում)
![]()
Այսպիսով,
![]() մեծությունները
հորատման գործընթացում
այսպիսի
որոշման
դեպում, կարող
են փոփոխվել
0–ից մինչև 1:
մեծությունները
հորատման գործընթացում
այսպիսի
որոշման
դեպում, կարող
են փոփոխվել
0–ից մինչև 1:
![]() և
և ![]() կախվածությունները
ցույց են
տալիս, որ
հորատման
մեխանիկական
արագությունը
կարելի է մեծացնել
մեծացնելով P
և
կախվածությունները
ցույց են
տալիս, որ
հորատման
մեխանիկական
արագությունը
կարելի է մեծացնել
մեծացնելով P
և
![]() :
Սակայն այն
բերում է
գործիքի շատ
արագ մաշմանը
(երբեմն նաև
ժամանակից
շուտ նրա
շարքից դուրս
գալուն):
Արդյունքում
շատանում է
երթերի թիվը և
ունենում ենք
փոքր
մեխանիկական
(միջին)
արագություն
ամբողջ
հորատանցքի
համար:
:
Սակայն այն
բերում է
գործիքի շատ
արագ մաշմանը
(երբեմն նաև
ժամանակից
շուտ նրա
շարքից դուրս
գալուն):
Արդյունքում
շատանում է
երթերի թիվը և
ունենում ենք
փոքր
մեխանիկական
(միջին)
արագություն
ամբողջ
հորատանցքի
համար:
Կարևոր
նշանակություն
ունի և այն, որ P
և ![]() պարամետրերի
միաժամանակյա
ուժեղացումը
(форсирование)
ելնելով այս պարամետրերի
հերթական
փոփոխումից,
չի տալիս այն
սպասվող
արագությունը,
որը
ապացուցված է
նաև
փորձարարական
ճանապարհով:
պարամետրերի
միաժամանակյա
ուժեղացումը
(форсирование)
ելնելով այս պարամետրերի
հերթական
փոփոխումից,
չի տալիս այն
սպասվող
արագությունը,
որը
ապացուցված է
նաև
փորձարարական
ճանապարհով:
Ինչպես տեսնում ենք տվյալ ցուցանիշի օգտագործումը մաքուր ձևով անցանկալի է: Հետևաբար պետք է հաշվի առնել նաև գործիքի մաշվածությունը աշխատանքի գործընթացում:
6.7. Հորատման հաստոցի առավելագույն արտադրողականության ցուցանիշը
Ընդհանուր
առմամբ մեխանիկական
սյունակային
հորատման
գործընթացի
ավտոմատացման
հարցերի
դիտարկման ժամանակ
որպես
հիմնական
ցուցանիշներից
մեկը անհրաժեշտ
է դիտարկել հաստոցի
առավելագույն
արտադրողականությունը:
Տարբերում են
հաստոցի
հերթափոխային
արտադրողականություն
և արտադրողականություն
ամբողջ
հորատանցքի
անցման ժամանակ
(համապատասխանաբար ![]() ):
Կարելի է
ենթադրել, որ
առավելագույն
արտադրողականության
կիրառումը
գործնականում
թույլ կտա
ստանալ 1մ
հորատանցքի
անցման նվազագույն
ծախսերը:
):
Կարելի է
ենթադրել, որ
առավելագույն
արտադրողականության
կիրառումը
գործնականում
թույլ կտա
ստանալ 1մ
հորատանցքի
անցման նվազագույն
ծախսերը:
Հերթափոխային
արտադրողականության ![]() ցուցանիշի
տակ պետք է
հասկանալ մեկ
հերթափոխի
առաջանցման
ցուցանիշի
տակ պետք է
հասկանալ մեկ
հերթափոխի
առաջանցման ![]() հարաբերությունը
հերթափոխային
արտադրողական
հարաբերությունը
հերթափոխային
արտադրողական
![]() և ոչ
արտադրողական
և ոչ
արտադրողական
![]() ժամանակների
գումարին
ժամանակների
գումարին ![]() ՝
՝
![]()
ոչ արտադրողական ժամանակի տակ հասկացվում է սարքավորումների պրոֆիլակտիկայի, դիտարկումների մանր վերանորոգման, բրիգադի հանգստի և այլնի ժամանակը: Այս ցուցանիշի կիրառումը անհարմար է նրանով, որ երկու բրիգադների միատեսակ աշխատանքի ժամանակ կարող է ստացվել տարբեր արտադրողականություն: Օրինակ, առաջին բրիգադը 1 հերթափոխում կատարել է իջեցում-հորատում-բարձրացում-իջեցում, իսկ երկրորդը՝ 2 հորտում-բարձրացում-իջեցում-հորատում: Այսպիսի իրադրություններում դժվար է հաշվարկել յուրաքանչյուր բրիգադի արտադրողականություն:
Առավել
ընդունելի է
համարվում
հաստոցի
առավելագույն
արտադրողականության
չափանիշը, երբ
հորատանցքը
հորատվում է
մինչև
նախագծային
խորություն ![]() .
.
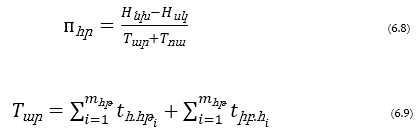
որտեղ ![]() հերթափոխնեիրի
թիվն է,
որը ծախսվում
է հորատանցքի
հորատման վրա
սկզբնական
նիշից
հերթափոխնեիրի
թիվն է,
որը ծախսվում
է հորատանցքի
հորատման վրա
սկզբնական
նիշից ![]()
![]() (որը
հաճախ
հավասար է
զրոյի) մինչև
նախագծային
խորություն
(որը
հաճախ
հավասար է
զրոյի) մինչև
նախագծային
խորություն ![]()
Հորատանցքի անցման առավելագույն արտադրողականության ապահովման անհրաժեշտ պայմանը հորատանցման նվազագույն ժամանակի ապահովումն է (минимизация)՝
![]()
դիտարկենք ոչ արտադրողական ժամանակի բաղադրիչները
![]()
որտեղ՝![]() ժամանակն է
հաստոցի
օրական
(հերթափոխային)
պրոֆիլակտիկայի
վրա,
ժամանակն է
հաստոցի
օրական
(հերթափոխային)
պրոֆիլակտիկայի
վրա, ![]() ժամանակն
է վթարների ու
բարդությունների
վերացման վրա,
ժամանակն
է վթարների ու
բարդությունների
վերացման վրա, ![]() ժամանակն
է հորատանցքի
նախահորատման,
ամրակապման և
այլ
աշխատանքների
վրա,
ժամանակն
է հորատանցքի
նախահորատման,
ամրակապման և
այլ
աշխատանքների
վրա, ![]() ժամնակն
է
հորատանցքային
կարտաժի վրա,
ժամնակն
է
հորատանցքային
կարտաժի վրա, ![]() -ն
ժամանակն է հաստոցի
մանր վերանորոգման
կամ նրա փոխարինման,
կամ նրա
հանգույցի
փոխարինման
վրա,
-ն
ժամանակն է հաստոցի
մանր վերանորոգման
կամ նրա փոխարինման,
կամ նրա
հանգույցի
փոխարինման
վրա, ![]() այլ
ժամանակ
(կազմակերպչական
պարապուրդներ,
մոնտաժման-ապամոնտաժման
աշխատանքներ
և այլն):
այլ
ժամանակ
(կազմակերպչական
պարապուրդներ,
մոնտաժման-ապամոնտաժման
աշխատանքներ
և այլն):
Դիտարկենք![]() փոխկապակցվածությունը:
Բացահայտ է,
որ
փոխկապակցվածությունը:
Բացահայտ է,
որ![]() ժամանակը
առավել ճիշտ
կլինի որոշել
տոկոսներով արտադրողական
ժամանակից
հաշվի
առնելով լրացուցիչ
վերանորոգումները,որոնք
ծագում են նոր
տեխնիկայի
ներդրման
հետևանքով:
ժամանակը
առավել ճիշտ
կլինի որոշել
տոկոսներով արտադրողական
ժամանակից
հաշվի
առնելով լրացուցիչ
վերանորոգումները,որոնք
ծագում են նոր
տեխնիկայի
ներդրման
հետևանքով: ![]() ժամանակը
ուժեղացված
ռեժիմներով
հորատման
դեպքում
կարող է
մեծանալ, եթե
հորատման գործընթացի
ղեկավարման
համակարգը
չընտրի
թույլատրելի
ռեժիմներ, հետևաբար
կարելի է
եզրակացնել,
որ այն կախված
է միայն
հորատանցքի
նախագծային
խորությունից:
ժամանակը
ուժեղացված
ռեժիմներով
հորատման
դեպքում
կարող է
մեծանալ, եթե
հորատման գործընթացի
ղեկավարման
համակարգը
չընտրի
թույլատրելի
ռեժիմներ, հետևաբար
կարելի է
եզրակացնել,
որ այն կախված
է միայն
հորատանցքի
նախագծային
խորությունից:
Եթե ենթադրենք, որ տվյալ հորատանցքի համար արտադրողական և ոչ արտադրողական ժամանակները չեն համահարաբերակցվում (չեն կոռելացվում) միմյանց հետ, ապա հորատանցքի առաջանցման նվազագույն ժամանակը կորոշվի հետևյալ արտահայտությունից՝
![]()
Փաստորեն
կոռելացիայի
գործակիցը ![]() մեծ է
զրոից
(նվազագույնի
հասցնելով
մեծ է
զրոից
(նվազագույնի
հասցնելով![]() գումարային
ժամանակները):
Այս դեպքում
գումարային
ժամանակները):
Այս դեպքում
![]()
որտեղ![]() -հորատման
արտադրողական
ժամանակի
կրճատումն է
նոր
տեխնիկայի
ներդրման կամ
գործող սարքավորումների
օպտիմալ
ռեժիմների
շնորհիվ՝
-հորատման
արտադրողական
ժամանակի
կրճատումն է
նոր
տեխնիկայի
ներդրման կամ
գործող սարքավորումների
օպտիմալ
ռեժիմների
շնորհիվ՝ ![]()
Այսպիսով, հաստոցի առավելագույն արտադրողականությունը ամբողջ հորատանցքի հորատման համար ձեռք կբերվի նվազագույն արտադրողական ժամանակի հետևանքով.
![]()
Եթե դիտարկենք նախագծային հորատանցքի անցման ծախսային արժեքի տեսակետից, ապա նրանք բաղկացած են`
ա) ![]() ծախսերից,
որոնք
հաստատուն են
բոլոր հորատանցքերի
համար և
կախված չեն ոչ
հորատանցքի խորությունից
ծախսերից,
որոնք
հաստատուն են
բոլոր հորատանցքերի
համար և
կախված չեն ոչ
հորատանցքի խորությունից![]() ,
ոչ
հորատանցքի
հորատման
ժամանակից
(նկատի ունենք
որոշակի
վերնակով
որոշակի
հաստոց): Այստեղ
ի նկատի է
առնված
հիմնականում
վերնակի մոնտաժման
աշխատանքները:
Այս ծախսերը
կարելի է
կրճատել
միայն
հաստոցի և
վերնակի
օպտիմալ տեսակի
ընտրությամբ,
,
ոչ
հորատանցքի
հորատման
ժամանակից
(նկատի ունենք
որոշակի
վերնակով
որոշակի
հաստոց): Այստեղ
ի նկատի է
առնված
հիմնականում
վերնակի մոնտաժման
աշխատանքները:
Այս ծախսերը
կարելի է
կրճատել
միայն
հաստոցի և
վերնակի
օպտիմալ տեսակի
ընտրությամբ,
բ) ![]() ծախսերից,
որոնք կախված
են
հաստոց-հերթերի
քանակից: Սրա
մեջ մտնում են
բանվորների,
ծառայողների
և ղեկավարների
աշխատավարձերը,
ամորտիզացիոն
հատկացումները
և այլն:
ծախսերից,
որոնք կախված
են
հաստոց-հերթերի
քանակից: Սրա
մեջ մտնում են
բանվորների,
ծառայողների
և ղեկավարների
աշխատավարձերը,
ամորտիզացիոն
հատկացումները
և այլն:
գ) ![]() ծախսերից,
որը կախված է
հորատանցքի
նախագծային
խորությունից:
Սրա մեջ
մտնում են
հորատագործիքի,
հորատման
խողովակների ծախսերը,
հորատման
բանվորների
(գործավարձային)
աշխատավարձը
և այլն:
ծախսերից,
որը կախված է
հորատանցքի
նախագծային
խորությունից:
Սրա մեջ
մտնում են
հորատագործիքի,
հորատման
խողովակների ծախսերը,
հորատման
բանվորների
(գործավարձային)
աշխատավարձը
և այլն:
Թվարկված
ծախսերից
հորատման
գործընթացում
կարգավորվում
են միայն ![]() ծախսերը:
Եթե
նշանակենք
իրական
ծախսերը
ծախսերը:
Եթե
նշանակենք
իրական
ծախսերը![]() (միջին
ծախսերը ըստ
հորատանցքի)
առանց ԱՂՀ-ի և
հսկիչ-չափիչ
սարքավորումների
կիրառման, իսկ
(միջին
ծախսերը ըստ
հորատանցքի)
առանց ԱՂՀ-ի և
հսկիչ-չափիչ
սարքավորումների
կիրառման, իսկ
![]() -ով
համապատասխանաբար
այդ ծախսերի
փոփոխությամբ,
ապա՝
-ով
համապատասխանաբար
այդ ծախսերի
փոփոխությամբ,
ապա՝
![]()
Որտեղ ![]() համապատասխան
ծախսերն են
ԱՂՀ-ի
կիրառմամբ:
համապատասխան
ծախսերն են
ԱՂՀ-ի
կիրառմամբ:
Ուժեղացված
(форсированных)
ռեժիմներով
աշխատելիս
(առավելագույն
արտադրողականությամբ),
սովորաբար![]() ծախսերը
գտնվում են
հակասության
մեջ, քանի որ
ծախսերը
գտնվում են
հակասության
մեջ, քանի որ ![]() ծախսերը
փոքրանում են,
իսկ
ծախսերը
փոքրանում են,
իսկ ![]() որոշ
չափով
ավելանում են
ապարքայքայիչ
գործիքի և
սարքավորումների
ծախսի
մեծացմամբ: Ընդհանուր
շահավետությունը
կկազմի
որոշ
չափով
ավելանում են
ապարքայքայիչ
գործիքի և
սարքավորումների
ծախսի
մեծացմամբ: Ընդհանուր
շահավետությունը
կկազմի![]() :
Երբեմն
հնարավոր է
նաև
:
Երբեմն
հնարավոր է
նաև![]() միաժամանակյա
մեծացում:
միաժամանակյա
մեծացում:
Այս
դիտարկումները
ևս ընդգծում
են արտադրողական
ժամանակի![]() հնարավոր
փոքրացման
կամ հորատման
տեխնիկական
արագության
մեծացման
գաղափարը, որը
կարելի է
արտահայտել
հետևյալ
բանաձևով
հնարավոր
փոքրացման
կամ հորատման
տեխնիկական
արագության
մեծացման
գաղափարը, որը
կարելի է
արտահայտել
հետևյալ
բանաձևով
որտեղ
![]()
միջին երթային արագությունն է ամբողջ հորատանցքի համար:
ՍՏՈՒԳՈՂԱԿԱՆ ՀԱՐՑԵՐ
1. Ներկայացնել ավտոմատիկայի հիմնական հասկացությունները:
2. Ի՞նչ հիմնական ֆունկցիաներից է բաղկացած ավտոմատ ղեկավարման գործընթացը:
3. Ի՞նչ խնդիրներ են լուծվում ավտոմատացման համակարգերով, բերել օրինակներ հորատանցքերի հորատման բնագավառից:
4. Ի՞նչ է իրենից ներկայացնում ալգորիթմը, որպես օրինակ գծեք և բացատրեք հորատալուծույթի քանակի ավտոմատ կարգավորման համակարգի սկզբունքային սխեման:
5. Ի՞նչի վրա է հիմնված «Դռիլսերվ» ավտոնոմ համակարգը:
6. Ի՞նչի վրա է հիմնված »Մարտին Դեքեր» և »Հայբլ Օյլ Էնդ Ռիֆայնինգ» ֆիրմաների մշակած համակարգերը:
7. Ներկայացնել, գծել և բացատրել БР-1 հորատման կարգավորիչի և АРП ավտոմատ մատուցիչի մեկ ալիքային ԾԿՀ, թվարկել առավելություններն ու թերությունները:
8. Գծել և բացատրել СГИ ինքնակարգավորվող համակարգի սխեման, ներկայացնել առավելություններն ու թերությունները:
9.
Գծել
և բացատրել ![]() ֆունկցիոնալ
կախվածության
СГИ
ինքնակարգավորվող
ավտոմատ
համակարգի
սխեման,
ներկայացնել
առավելություններն
ու
թերությունները:
ֆունկցիոնալ
կախվածության
СГИ
ինքնակարգավորվող
ավտոմատ
համակարգի
սխեման,
ներկայացնել
առավելություններն
ու
թերությունները:
10. Գծել և բացատրել ЧПИ-НИИОГР ծրագրային ղեկավարման համակարգի սխեման, ներկայացնել առավելություններն ու թերությունները:
11. Գծել և բացատրել СМИ և СГИ-НИИОГР ղեկավարման համակարգի սխեման, ներկայացնել առավելություններն ու թերությունները:
12. Ներկայացնել և բացատրել հետախուզական հորատման արտադրական գործընթացները:
13. Գծել և բացատրել պտտական հորատման կայանքի սկզբունքային սխեման հիմնական էլեկտրոնային ղեկավարման հարմարանքով:
14. Գծել և բացատրել հորատման գործընթացի ավտոմատ ղեկավարման բլոկ սխեման:
15. Գծել և վերլուծել ավտոմատ ղեկավարման համակարգի հիմքում դրված կախվածությունը սյունակային հորատման օրինակի վրա:
16.
Դիտարկել
և բացատրել
ԱՂՀ կառուցման
սկզբունքը,
երբ
օգտագործվում
է ![]() որակական
փոփոխությունը:
որակական
փոփոխությունը:
17.
Դիտարկել
և բացատրել
ԱՂՀ, երբ
օգտագործվում
է ![]() բանաձևը
և
բանաձևը
և ![]() կախվածությունը:
կախվածությունը:
18. Գծել և բացատրել հորատման արագության որակական կախվածության գրաֆիկները P առանցքային բեռնվածությունից:
19. Գծել և բացատրել պտտման հաճախության n ֆունկցիոնալ կախվածությունը առանցքային բեռնվածությունից P:
20. Գծել և բացատրել հետախուզական սյունակային հորատման պրոցեսի ԱՂՀ բլոկ սխեման:
21. Գծել և բացատրել հետախուզական հորատման գործընթացի ԱՂՀ բլոկ սխեման՝ կառուցված հորատման արագության անուղղակի եղանակով որոշման մեթոդի վրա:
22. Որո՞նք են հորատման գործընթացի լավարկման երեք հիմնական խմբերը:
23. Ներկայացնել և բացատրել հորատման գործընթացի տեխնիկատնտեսական ցուցանիշները:
24. Ի՞նչ խնդիրներ են լուծվում հորատման գործընթացի ավտոմատ ղեկավարման համակարգի նախագծման ժամանակ:
25. Ո՞րն է հորատման առավելագույն մեխանիկական արագության ցուցանիշը, գրել բանաձևը և տալ բացատրություն:
26. Ո՞րն է հորատման հաստոցի առավելագույն արտադրողականության ցուցանիշը, գրել բաանաձևերը և վերլուծել դրանք:
27. Ներկայացնել և բացատրել նախագծային հորատանցքի անցկացումը ծախսային տեսակետից:
7. ԻՋԵՑՄԱՆ – ԲԱՐՁՐԱՑՄԱՆ ԱՇԽԱՏԱՆՔՆԵՐԻ (ԻԲԱ) ԵՎ
ՀՈՐԱՏԱԴՈՒՐԻ ՄԱՏՈՒՑՄԱՆ ՄԵՔՆԱՅԱՑՄԱՆ ԵՎ ԱՎՏՈՄԱՏԱՑՄԱՆ ՄԻՋՈՑՆԵՐ
7.1. Իջեցման-բարձրացման աշխատանքների (ԻԲԱ) ավտոմատացում
Հորատանցքի հորատման ամենաաշխատատար գորընթացը հորատման խողովակների իջեցումն ու բարձրացումն է, որը կախված հորատանցքի խորությունից և հորատվող ապարների ամրությունից խլում է արտադրողական ժամանակի 25-ից մինչև 50%
Հորատագործիքի ԻԲԱ-ի համալիր մեքենայացման և ավտոմատացման համար մշակվել և արտադրության մեջ ներդրվել են իջեցման-բարձրացման АСП տիպի ավտոմատներ:
Հորատման կայաքներում АСП համալիրի առկայությունը թույլ է տալիս՝
· համատեղել ժամանակի մեջ հորատամոմ(հորատման խողովակների մոմերի) իջեցումն ու բարձրացումը և չբեռնավորված էլևատորով մոմի տեղակայումը մոմակալի վրա և նրա դուրս հանումը,
· մեքենայացնել հորատամոմերի պարուրակումն ու ետ պարուրակումը,
· մեքենայացնել հորատամոմերի տեղակայումը մոմակալի վրա և դրանց դորս հանումն ու ուղղորդումը հորատանցքի կենտրոնի վրա,
· մեքենայացնել հորատման խողովակների կցումը,
· ավտոմատացնել հորատման խողովակների էլևատորով բռնումն ու ազատումը,
· մեքենայացնել միացքների պարուրակների յուղումը:
АСП համալիրի մեջ մտնում են ավտոմատ էլևատոր, հորատամոմի բռնման մեխանիզմ, հորատամոմերի տեղաբաշխման մեխանիզմ, մոմակալներ և դարսավանդակներ, տեղաշարժվող կետրոնավորիչ և ղեկավարման վահանակ: АСП-3 կազմի մեջ մտնող մեխանիզմները տեղադրված են կռոնբլոկի շրջանակի,վերնակի մետաղակոնստրուկցիաների և հիմքի վրա (նկ.7.1):
АСП մեխանիզմները ունեն վեց տարատեսակներ (АСП-3М1, АСП-3М2, АСП-3М4, АСП-3М5, АСП-5, АСП-6), որոնք միմյանցից հիմնականում տարբերվում են էլևատորի բեռնամբարձությամբ, հորատամոմի երկարությամբ և հորատման ու ծանրացված խողովակների տրամագծերով:
АСП-3 մեխանիզմների աշխատանքների սխեման հորատման խողովակների իջեցման և բարձրացման ժամանակ պատկերված է նկ.7.2 վրա:
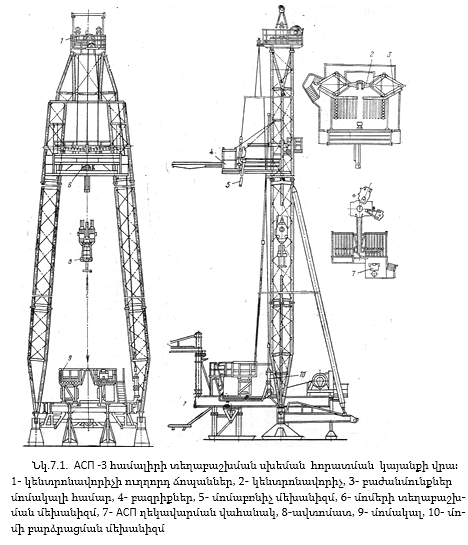
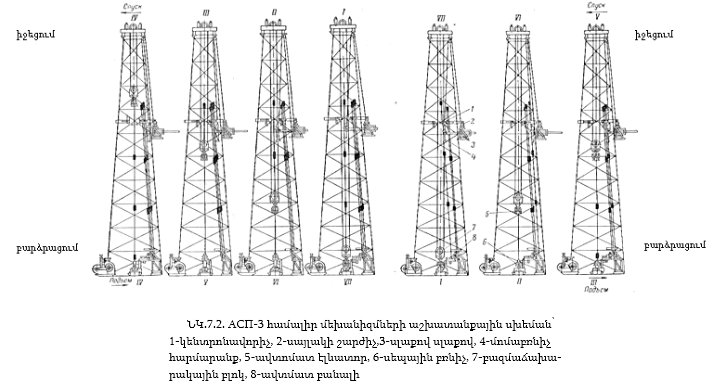
АСП-3 ղեկավարումը իրականացվում է երեք հեռակառավարման կետերից.
օպերատորը ղեկավարում է կարապիկի և բռնող պնևմատիկ սեպի աշխատանքը,
օպերատորի օգնականը ղեկավարում է АКБ-3 բանալու աշխատանքը,
բանվորը միացնում է մոմը հորատամոմը բռնող, բարձրացնող և տեղափոխող մեխանիզմը:
АСП-ի ներդրման հետևանքով 30 -ից 50% արագացվել է ԻԲԱ :
7 .2. Ավտոմատացված հորատման կայանք
БА-25 - ![]() – Э
– Э
Դեռևս խորհրդային միության տարիներին Հետախուզման տեխնիկայի համամիութենական ինստիտուտի
(ВИТР) կողմից մշակվել էր իջեցման-
բարձրացման սարքավորումների
СПА-ВИТР ավտոմատ համալիրը,
որի հիմքի վրա ավելի ուշ ստեղծվեցին
БА-25 - ![]() – Э և
Уралмаш-125А ավտոմատացված հորատման կայանքները:
БА-25-
– Э և
Уралмаш-125А ավտոմատացված հորատման կայանքները:
БА-25-![]() –Э կայանքը հնարավորություն է տալիս ավտոմատացնել հորատման խողովակների կցումը,
իջեցում
– բարձրացումը և գործողությունները տանող խողովակի հետ:
БА-25 -
–Э կայանքը հնարավորություն է տալիս ավտոմատացնել հորատման խողովակների կցումը,
իջեցում
– բարձրացումը և գործողությունները տանող խողովակի հետ:
БА-25 - ![]() – Э ավտոմատացված հորատման կայանքի կինեմատիկ սխեման պատկերված է նկ.7.3
վրա:
– Э ավտոմատացված հորատման կայանքի կինեմատիկ սխեման պատկերված է նկ.7.3
վրա:
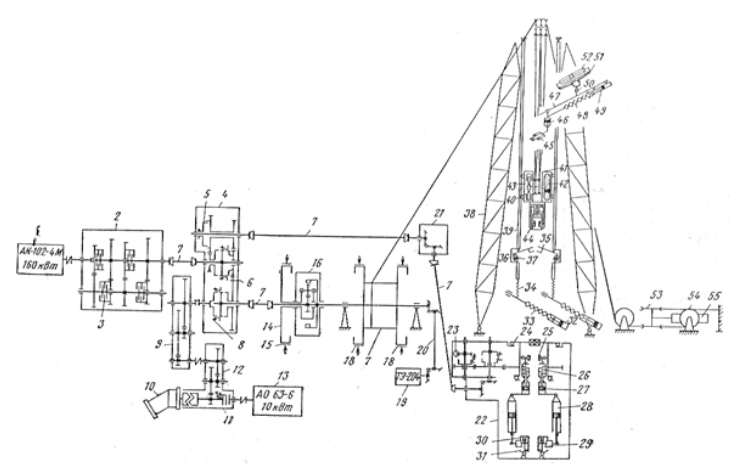

Կայանքը կարող է աշխատել երեք ռեժիմներով.
. կարգաբերման (наладочном)՝ հեռակառավարումով օպերատորի խցիկից,
. կիսաավտոմատ, մեկ հրահանգումով ավելացնելով իրականացվող օպերացիաների թիվը,
. ավտոմատ:
Կայանքի մեխանիզմների մեծ մասը կառուցված է առանձին բլոկների տեսքով, որոնցից յուրաքանչյուրը իրագործում է որոշակի օպերացիա: Բլոկները մոնտաժված են շրջանակների վրա, ունեն շարժաբերների էլեկտրահիդրոհամակարգեր և հարմար են տեղափոխման համար: Կապը բլոկների միջև իրականացվում է կարդանային լիսեռներով, յուղի խողովակներով և էլեկտրամալուխներով:
Գործիքի իջեցման կամ բարձրացման ժամանակ, եթե փաստացի արագությունը շեղվում է առաջադրվածից, առաջանում է ազդանշանների տարբերություն, որն էլ փոխանցվում է ուժեղացուցիչին: կախված ուժեղացված ազդանշանի ֆազից դարձափոխային շարժիչը դրոսելի ասեղը պտտում է այնքան, մինչև փաստացի արագությունը կհավասարվի առաջադրվածին: Հորատման խողովակների իջեցման և բարձրացման դիագրամները պատկերված են նկ.7.4 վրա:
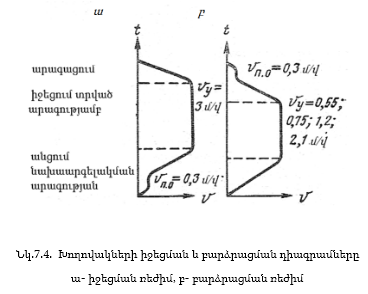
7.3 Հորատարկը հորատախորշ մատուցող ավտոմատներ
Ապարների քայքայման մեխանիկական արագությունը կախված է հորատման ռեժիմի հիմնական պարամետրերի (ապարաքայքայիչ գործիքի վրա առանցքային բեռնվածությունից, պտույտների թվից, հորատախորշի լվացման ինտենսիվությունից) ռացիոնալ համկցումից: Միջազգային փորձը ցույց է տալիս, որ ԱԳ-ի վրա հորատարկի սահուն և հավասարաչափ մատուցմամբ ապահովելով տրված բեռնվածությունը, կարելի է ապահովել մեխանիկական արագության զգալի աճ, հատկապես միատարր ապարներում:
Հետևաբար, հորատման ռեժիմի հիմնական որոշիչ պարամետրը համարվում է առանցքային բեռնվածությունը ԱԳ-ի վրա, որը կարգավորվում է մատուցման տարբեր հարմարանքներով:
Հորատադուրը հորատախորշ մատուցելու գոյություն ունեցող բազմաթիվ հարմարանքները ըստ ավտոմատացման աստիճանի կարող են ստորաբաժանվել հորատադուրի մատուցման մեխանիզմների, կիսաավտոմատների և ավտոմատների:
Մատուցման մեխանիզմները թեթևացնում են հորատողի աշխատանքը և ապահովում հորատագործիքի սահուն մատուցում:
Կիսաավտոմատները հարմարանքներ են, որոնք ավտոմատ կերպով պահպանում են հաստատուն առանցքային բեռվածություն, մատուցման արագություն կամ ոլորող մոմենտ (տուբինային հորատման դեպքում): Կիսաավտոմատները մատուցման մեխանիզմներից տարբերվում են կարգավորող մեծության չափման տվիչի առկայությամբ:
Ավտոմատները հարմարանքներ են, որոնք իրականացնում են հորատման ռեժիմի հիմնական պարամետրերի օպտիմալ արժեքների որոնում և պահպանում:
Պետք է նշել, որ ավելի լայն տարածում ունեն կիսաավտոմատները, քանի որ մատուցման մեխանիզները հաճախ մեծածավալ են և ոչ կատարյալ, իսկ ավտոմատները բարդ են և թանկ:
Ժամանակակից խոր հորատման կայանքների կարապիկների անբաժանելի մաս են կազմում հորատադուրը հորատախորշ մատուցող մեխանիզմները (РПДЭ-3, РПДЭ-3-300), որոնք հնարավորություն են տալիս հորատադուրի վրա, օպերատորի առաջադրանքով, ավտոմատ կերպով ապահովել հաստատուն բեռնվածություն կամ հորատադուրի մատուցում հորատախորշ: Հորատադուրի մատուցման մեխանիզմը օգտագործում են նաև վերնակի փորձարկման ժամանակ բազմաճախարակային համակարգի վրա բեռնվածություն ստեղծելու և որպես վթարայի շարժակ հորատագործիքի բարձրացման համար: Նկ.7.5 վրա պատկերված է հորատադուրի մատուցման կարգավորիչը և նրա միացումը կարապիկի հետ:
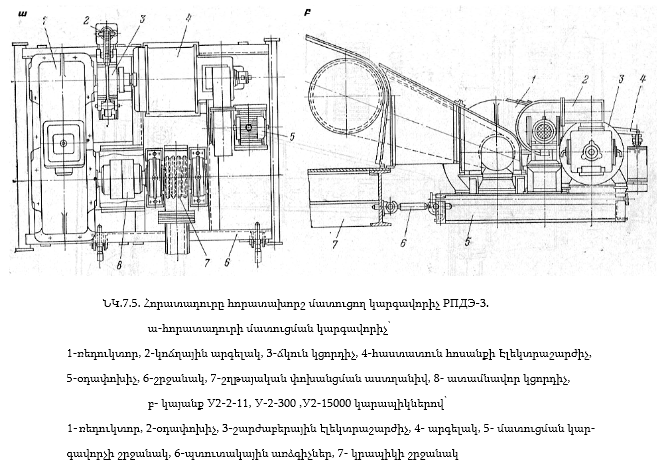
Էլեկտրաշարժաբերով կարգավորվող հորատադուրի մատուցման հարմարանքը կախված էլեկտրական տվիչից ստացված լարման մեծությունից և նշանից իրականացնւմ է մատուցում, ինչպես նաև գործիքի բեռնաթափում կախված հորատախորշի վրա բեռնվածության չափից: Տվիչները տեղադրվում են բազմաճախարակային ճոպանի անշարժ ճյուղին: Անշարժ ճյուղի ճիգը փոխանցվում է թիթեղավոր զսպանին, որն էլ ճկվելով պտտում է փոխանցող սելսինային տվիչի ռոտորը: Ինչի արդյունքում տեղի է ունենում ընդունող սելսինի ռոտորի պտույտ և էլեկտրական ազդանշանի փոփոխություն: Անհրաժեշտության դեպքում տվիչը կարելի է անջատել և РПДЭ-3 աշխատեցնել հորատողի կողմից տրված որոշակի արագությամբ մատուցման կամ իջեցման ռեժիմով:
Հորատադուրի հիդրավլիկական մատուցմամբ կարգավորիչների աշխատանքը հիմնված է հորատման խողովակաշարի կշռի օգտագործման վրա, որը հնարավորություն է տալիս դրոսելու (дросселирование) հեղուկը փակ հիդրավլիկական համակարգում:
Հորատադուրը հորատախորշ մատուցող շփանակավոր մեխանիզմներում որպես կարգավորիչ է օգտագործվում հորատման կարապիկի արգելակման համակարգը: Մատուցման շփական կարգավորիչների հիմնական մասերն են համարվում մեխանիկական լծակային համակարգերը, հիդրոգլանները և օդաճնշական գլանները, որոնք կապված են կարապիկի արգելակի լծակի հետ և ազդում են վերջինիս վրա համաձայն գործիքի կշռի տվիչի հրամանի: Այդ ազդեցությունները կարող են լինել անընդհատ և իմպուլսային: Առաջին դեպքում մատուցումը կարող է փոխվել սահուն, սակայն կախված է արգելակային ժապավենի և կարապիկի թմբուկի միջև շփման գործակցից, որը կարող է փոխվել շփման մակերևույթին ջուր, յուղ կամ այլ նյութեր ընկնելու հետևանքով: Երկրորդ դեպքում մատուցումը ընդհատուն է և կախված է կարապիկի արգելակային համակարգից ստացվող իմպուլսների հաճախության փոփոխությունից: Այս դեպքում կարգավորիչի աշխատանքը կախված չէ շփման գործակցից, քանի որ իմպուլսների ստացման և չքացման պահին կարապիկը ամբողջովին արգելակվում է և նորից ապարգելակահանվում: Կշռի СВМ կայունարարի (стабилизатор) (նկ.7.6) օրինակով պարզաբանենք շփակցորդիչային մատուցիչի աշխատանքը:
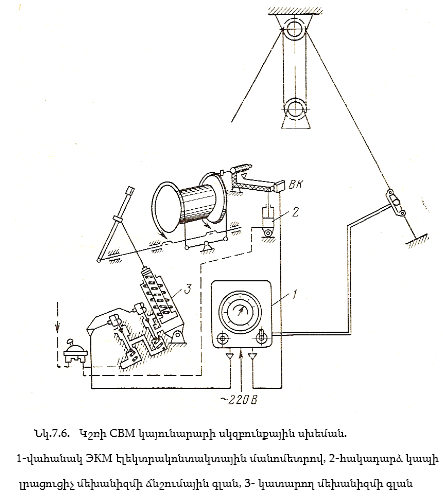
Վահանակի վրա տեղադրված է ЭКМ էլեկտրակոնտակտային մանոմետրը, որը հիդրավլիկական կապով միացված է ճոպանի անշարժ ծայրին միացված է ճնշման տրանսֆորմատորին: Երբ առանցքային բեռնվածությունը փոքրանում է տրված մեծությունից մանոմետրի սլաքը միակցում է էլեկտրասխեմայի համապատասխան կոնտակտները և սոլենոիդի շղթայի վթարային, իսկ այնուհետև աշխատանքային էլեկտրապնևմակափույրներին մատակարարվոմ է հոսանք: Կափույրները բացվում են և բաց են թողնում սեղմված օդը կատարող մեխանիզմի գլան: Մխոցը, սեղմելով զսպանակը, բարձրացնում է արգելակային բռնակը, արգելակահանելով կարապիկի թմբուկը: Շրջվելով, կարապիկի թմբուկը սկսում է պտտել հակադարձ կապի մեխանիզմի տախոգեներատորը: Երբ ծագող ազդանշանի և սնող լարումները հավասարվում են, ռելեն անջատվում է, աշխատանքային կափույրը փակվում է և կարապիկի թմբուկը արգելակվում է: Այս պահից սկսած տախոգեներատորի պտույտները դանդաղում են, ազդանշանի լարումը փոքրանում է, ռելեն նորից միացնում է սոլենոիդի շղթայի աշխատանքային կափույրը: Իմպուլսներով մատուցումը կատարվում է այնքան, մինչև գործիքի քաշը կհավասարվի հորատախորշի վրա տրված բեռնվածությանը:
Առանցքային բեռնվածությունը 30…50 Ն գերազանցելու դեպքում ЭКМ սլաքը միակցում է կոնտակտները, անջատելով վթարային կափույրի սոլենոիդային ռելեն: Այդ ընթացքում երկու կափույրներն էլ անջատվում են միաժամանակ: СВМ էլեկտրասխեման ապահովում է նաև մատուցման դադարեցումը, երբ խզվում է տախոգեներատորի շղթան կամ գերազանցում է մատուցման արագությունը:
Ազատ մատուցմամբ վերը նշված ավտոմատ ղեկավարման կայանքներից այժմ օգտագործվում են հորատադուրի էլեկտրահաղորդակով կամ շփական կարգավորումով մատուցման մեխանիզմները: Անհրաժեշտ է նշել, որ հորատանցքի խորությունը 2000 մ գերազանցելու դեպքում մակերևույթից ղեկավարման համակարգը կորցնում է իր նշանակությունը: Սա բացատրվում նրանով, որ խորության հետ մեծանում է հորատանցքի պատերի հետ հորատման խողովակաշարի շփման ուժերը և ժամանակ առ ժամանակ խողովակաշարը կարող է առկախվել: Այս ամենը բերում է առանցքային բեռնվածության արժեքների այն աստիճանի աղավաղմանը, որ մակերևույթից չափումները դառնում են անիմաստ: Այստեղից հետևում է, որ պետք է մշակել հորատախորշային ավտոմատ հարմարաքներ, որոնք կբացառեն հորատման խողովակաշարով պայմանավորված աղավաղումները:
7.4 . Մատուցման հորատախորշային ավտոմատներ և մեխանիզմներ
Ավտոմատ ղեկավարման համակարգի այս խմբին են պատկանում հորատադուրի վրա առանցքային բեռնվածության կայունարարները, մոմենտի հորատախորշային կայունարարները և հորատադուրի մատուցման հորատախորշային ավտոմատները: Խորքային կայունարարները ծառայում են ռոտորային հորատման և տուրբինային հորատման ժամանակ հորատադուրի վրա ապահովելու հաստատուն առանցքային բեռնվածություն անկախ հորատման խողովակաշարի երկարությունից: Տարբեր ժամանակ այդ նպատակի համար օգտագործվել են յաս տիպի հարմարանքներ (Կոգանի յասը և Բերեզովսկու յասը, Ալկօ ֆիրմայի յասը և այլն): ВНИИБТ-ի կողմից մշակված ГСВ կշռի խորքային կայունարարի սխեման պատկերված է նկ.7.7 վրա: Առանցքային բեռնվածությունը հորատադուրի վրա կարելի է ստեղծել ինչպես ԾՀԽ-ին միացված տուրբոհորատով,այնպես էլ լրացուցիչ՝ կշռի կայունարարի վրա ճնշման հիդրավլիկական անկման շնորհիվ:

Առաջին դեպքում համաձայն d1 տրամագծով մխոցակոթի հատույթի մակերեսի և d2 ու d3 տրամագծերով օղակային մակերեսների հավասարության, երբ բացվում են 1, 2 և 4 անցքերը, որոնք ա գոտին միացնում են արտախողովակային տարածությանը և բարջձր ճնշման բ գոտու հետ, ապա 3 մխոցի վրա հիդրավլիկական անկման ուժը հավասարվում է զրոյի: 4 անցքը ծառայում է մակերևույթում ազդանշանելու ГСВ ГСВ մոմենտի <լիցքաթափման> վիճակի մասին: Հորատման գործընթացում մխոցի տեղաշարժի հետևանքով 4 անցքը հեռանում է ГСВ իրանի սահմաններից, ինչը սևեռակվում է մակերևույթային մանոմետրի կողմից:
Հորատախորշի վրա ԾՀԽ և տուրբոհորատի քաշից ավելի բեռնվածություն ստեղծելու նպատակով 2 և 4 անցքերը փակվում են խցաններով, ինչի հետևանքով ГСВ մխոցի վրա ի հայտ է գալիս մխոցի հատույթին համամասնական հիդրավլիկ անկման լրացուցիչ ուժ:
Մոմենտի հորատախորշային կայունարարները ծառայում են կարգավորելու առանցքային բեռնվածությունը, ապահովելու հաստատուն ոլորող մոմենտ հորատադուրի վրա և օգտագործվում է ինչպես ռոտորային հորատման այնպես էլ տուբինային հորատման ժամանակ: Կայունարարները իրենցից ներկայացնում են զսպնակային տեսակի պտուտակային մեխանիզմներ, բաղկացած պնդօղակ իրանից և սնամեջ մխոցակոթ պտուտակից, որը իրանին է միանում զսպանակով(նկ.7.8): Մեխանիզմի իրանը միանում է հորատման խողովակաշարին, իսկ մխոցակոթին միանում է տուրբոհորատը կամ հորատադուրը: Մոմենտի կայունարարի աշխատանքի սկզբունքը կայանում է հորատման ժամանակ մխոցակոթի վրա ազդող ուժերի հավասարակշռման մեջ: Այսպես, երբ փոխվում է ոլորող մոմենտը հորատադուրի վրա, օրինակ ամուր ապարից փափուկին անցնելուց փոխվում է ուժերի հավասարակշռությունը՝ մեծացնելով պտուտակային գծի բաղադրիչը, ինչի շնորհիվ մխոցակոթը իրանի մեջ պտտվում է այնքան մինչև որ մոմենտը փոքրանալով հասնում է նախկին արժեքին: Փափուկ ապարից ամուրին անցնելու դեպքում ոլորող մոմենտը հորատադուրի վրա փոքրանում է և մխոցաակոթը հորատադուրի հետ պտտվում է՝ մեծացնելով բեռնվածություն հորատախորշի վրա:
Նմանատիպ ազդեցություն ունեն նաև ենթազսպանակային մխոցակոթերով կայունարարները, որոնցում մխոցակոթի պարուրակումը և ետ պարուրակումը իրագործվում է զսպանակի միջոցով:
Հորատադուրի մատուցման ավտոմատները օգտագործվում են տուրբինային հորատման ժամանակ, որպեսզի կարգավորեն առանցքային բեռնվածությունը հորատադուրի վրա նրա մատուցման ժամանակ, ապահովելով հաստատուն ճնշման անկում, հաստատուն պտտման հաճախություն կամ ոլորող մոմոնտ տուրբոհորատի լիսեռի վրա: Համապատասխանաբար մշակված են երեք տեսակի հորատախորշային ավտոմատներ, որոնք կարգավորվում են կամ ճնշման անկմամբ, կամ ոլորող մոմոնտով կամ տուրբոհորատի լիսեռի պտտման հաճախությամբ: Անհրաժեշտության դեպքում մատուցման ավտոմատի և տուրբոհորատի միջև կարող է տեղադրվելԾՀԽ հավաքածու:
1. Ի՞նչ գործընթացների համատեղում է ապահովում АСП համալիրի առկայությունը հորատման կայանքներում:
2. Ներկայացնել АСП համալիրի հիմնական հանգույցները և տարատեսակները:
3. Ներկայացնել և բացատրել АСП-3 համալիրի տեղաբաշխման սխեման հորատման կայանքի վրա:
4. Ներկայացնել և բացատրել АСП-3 համալիրի մեխանիզմների աշխատանքի սխեման:
5. Ի՞նչ հիմնական մասերից է բաղկացած БА-25-«Л»-Э ավտոմատացված հորատման կայանքը:
6. Բացատրել БА-25-«Л»-Э ավտոմատացված հորատման կայանքով խողովակների իջեցման և բարձրացման ռեժիմները:
7. Ներկայացնել և բացատրել հորատարկը հորատախորշ մատուցող գոյություն ունեցող ավտոմատների դասակարգումը:
8. Բացատրել հորատադուրը հորատախորշ մատուցող РПДЭ կարգավորիչի աշխատանքի սկզբունքը:
9. Բացատրել СВМ կայունարարի սկզբունքային սխեման:
10. Ինչի՞ համար են ծառայում հորատադուրի վրա առացքային բեռնվածության կայունարարները և հորատադուրի մատուցման հորատախորշային ավտոմատները:
11. Գծագրի վրա բացատրել ГСВ տեսակի կշռի խորքային կայունարարի աշխատանքի սկզբունքը:
12. Գծագրի վրա բացատրել АПД-1 տեսակի հիդրոմեխանիկական ավտոմատ մատուցիչի աշխատանքի սկզբունքը:
8. ԼԵՌՆԱՀԵՏԱԽՈՒԶԱԿԱՆ ԱՇԽԱՏԱՆՔՆԵՐԻ ԱՎՏՈՄԱՏԱՑՄԱՆ ՀԻՄՆԱԿԱՆ ՄԻՋՈՑՆԵՐԸ
Լեռնային և լեռնահետախուզական աշխատանքները պատկանում են առավել աշխատատար, ֆիզիկապես ծանր աշխատանքային խմբերին, որը միայն նվազագույն քանակի էլեմենտների համար է հնարավորություն տալիս, ստեղծել հարմարավետ պայմաններ: Դրա համար էլ այդ աշխատանքների արտադրողականության բարձրացման և ծանր ֆիզիկական աշխատանքների վերացման համար մեքենայացվում և ավտոմատացվում են հիմնական և օժանդակ օպերացիաները:
Հանքարանային տեխնոլոգիական և հանքահորային տեխնոլոգիական պրոցեսները կարելի է դասակարգել ըստ հետևյալ բաժինների՝
· Հանութային (выемочны) մեքենաների ավտոմատացում,
· Ստորգետնյա տրանսպորտի ավտոմատացում՝ կոնվեյերային հոսքագծերի, բարձման կայանների, ենթափողային բակերում վագոնիկների բեռնաթափման,
· Հիդրոմեքենայացման կայանքների ավտոմատացում՝ հանքաքարի հանման, հիդրոտրանսպորտի, խոշոր կտորների ջարդման, հիդոբարձրացման, պոմպային կայանների,
· Հանքարանային ջրհեռացման և հանքահորային ջրհեռացման կայանքների ավտոմատացում,
· Հանքարանների օդափոխման և հանքահորերի օդափոխման ավտոմատացում,
· Հանքարանների և հանքահորերի մակերևույթային աշխատանքների ավտոմատացում՝ վագոնիկների փոխման, ապարային լցակույտերի կարապիկների, կոմպրեսորային կայանների, անհատական ակումուլյատորային լուսատուների լիցքավորման:
8.1. Լեռնային փորվածքներից ջրհեռացման կայանքների ավտոմատացում
Ջրհեռացման կայանքների ավտոմատացումը պետք է ապահովի հետևյալ օպերացիանների ավտոմատ իրագործումը՝
· պոմպերի լցումը ջրով գործարկումից առաջ,
· պոմպերի գործարկումը և կանգնեցնելը կախված ջրհավաքում ջրի մակարդակի փոփոխությունից,
· պոմպային ագրեգատների աշխատանքային ռեժիմի հսկումը,
· անսարք պոմպային ագրեգատի անջատումը և պահուստայինի միացնումը,
· պոմպային ագրեգատների էլեկտրաշարժիչների էլետրական պաշտպանությունը,
· հեշտ (հասարակ) անցում ավտոմատ ղեկավարումից ձեռքի ղեկավարման:
Հորանային ջրհեռացման կայանքների ստորաբաժանվում են գլխավորի և օժանդակի:
Գլխավոր ջրհեռացման կայանը ապահովում է հորանի (հորիզոնի) ամբողջ ջրի ներհոսքի ջրհեռացումը առնվազն երեք պոմպերի միջոցով:
Օժանդակ են համարվում տեղամասային կայանքներ, լեռնաանցումայի կայանքներ և փողատակային (зумпфовые) կայանքները: Տեղամասային կայանքը հորանի մեկ կամ մի քանի տեղամասերի ջուրը մղում է գլխավոր ջրհավաք:
Փոքր հզորության ջրհեռացման կայանքների հերթափոխային անձնակազմը կարող է իրականացնել ավտոմատացման հետևյալ պարզ սխեման (նկ.8.1):
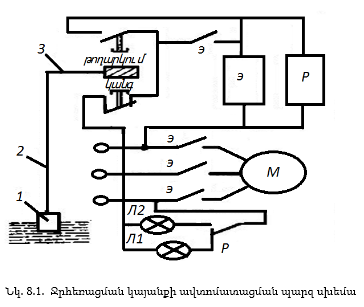
Սխեմայի կազմի մեջ են մտնում պոմպային ագրեգատը, մակարդակի որոշման ձողային ձևափոխիչը, մագնիսական թողարկիչը, ռելե և ազդանշանային լամպերը:
Ջրի մակարդակի տրված սահմանին մոտենալու դեպքում ձողով 2 լողանը 1 բարձրանում է և ձողի բռնակը 3 սեղմում է «ԳՈՐԾԱՐԿՈՒՄ» (пуск) կոճակը: Ինչի հետևանքով գործարկվում է գործարկիչի (пускателя) էլեկտրամագնիսը, նրա կոնտակտները Э փակվում են ու եռաֆազ հոսանքի ցանցին է միացվում М շարժիչը և պոմպային ագրեգատը սկսում է արտամղել ջուրը: Միաժամանակ գործարկվում է P ռելեն և վառվում է կարմիր ազդանշանային Л1 լամպը (անհրաժեշտության դեպքում կարելի է միացնել նաև ձայնային ազդանշանը): Ի շնորհիվ բլոկավորման Э կոնտակտների էլեկտրամագնիսական շղթան մնում է փակ և պոմպը շարունակում է աշխատել մինչև այն պահը երբ հեղուկի մակարդակը կընկնի և բռնակը 3 չի սեղմի «գործարկում» կոճակը:Քանի որ «Կանգ» կոճակը ունի ելման վիճակին ինքնուրույն վերադարձման հատկություն, ապա նրա վրա բռնակի 3 սեղման վերացումից հետո կոնտակտները նորից փակվում են և գործարկվում է «Գործարկում շղթան»: Շղթան փակվում է երբ ջրի մակարդակը նորից բարձրանում է մինչև որոշված մակարդակը:
Գլխավոր և հզոր տեղամասային ջրհեռացման կայանքները ավտոմատացվում են УАВ, АВВ – ЗМ, АВН – 1М տեսակի հատուկ համալիր ապարատուրաններով, որոնց կազմի մեջ են մտնում տարբեր ձևափոխիչներ, ռելեներ, էլեկտրաշարժաբերներ, հարմարանքներ և այլն:
Պոմպային ագրեգատների ցածրավոլտ (380/660Վ) շարժիչներով սարքավորված ջրհեռացման կայանքների ավտոմատացման ապարատուրաները ապահովում են երեք պոմպերից յուրաքանչյուրի ավտոմատ միացումն ու անջատումը, պոմպերի հերթականությամբ աշխատանքը, անսարք պոմպի անջատումը և պահուստայինի միացումը, ջրի վթարային մակարդակի դեպքում երկու պոմպերի միաժամանակյա աշխատանքը, ջրհավաքում ջրի մակարդակի հսկումը հեռավորության վրա, ազդանշանում են ջրի վթարային մակարդակի, պոմպի անսարքության, ապարատուրաների սնեցման առկայության, կրկնվող լարվածության մատուցման և անջատման դեպքերում ապարատուրաների բերումը ելման դիրքի, ըստ ժամանակի պոմպի ջրով լցվելու բաժնավորման (дозирование), պոմպի հիդրավլիկական անսարքությունից պաշտպանվածության և առանցքակալների գերտաքացման, շարժիչների և գործարկման ապարատուրաների էլեկտրական պաշտպանվածության մասին:
Բարձր լարման (3 կամ 6 կՎ) պոմպային ագրեգատներով համալրված ջրհեռացման կայանքների ավտոմատացման սարքավորումները լրացուցիչ ապահովված են ագրեգատների հեռակառավարմամբ` միացնելու կամ անջատելու՝ կախված ջրհավաքում ջրի մակարդակից:
Երկու խմբերի ապարատուրաները հնարավորություն են տալիս հեշտ և արագ կերպով ավտոմատ ղեկավարումից անցնելու ձեռքի ղեկավարման:
8.2. Հանքահորային վերհան կայաքների ավտոմատացումը
Հանքահորային վերհան կայանքների ավտոմատացումը համարվում է լեռնահանքային և լեռնահետախուզական աշխատանքների ավտոմատացման կարևոր օբյեկտներից մեկը: Ավտոմատացումը ապահովում է շարժման արագության (որի ընթացքում կատարվում է վերհան անոթների բարձում ու բեռնաթափում) ինչի հետևանքով մեծանում է վերհան կայանքների արտադրողականությունը և շահագործման հուսալիությունը:
Հանքահորային վերհան կայանքների մեծամասնությունը աշխատում են ֆազային ռոտորով ասինխրոն շարժիչներով, ինչը հնարավորություն է տալիս ռեոստատի միջոցով կարգավորելու շարժիչի արագությունը:
Կախված կիրառվող վերհան անոթի (սկիպ, վագոնիկ, հորանավանդակ) տեսակից և փորվածքի խորությունից վեր բարձրացման գործընթացը բաժանվում է այս կամ այն թվով ժամանակամիջոցների (периодов):
Այսպես, օրինակ, արագությունների վեց ժամանակամիջոցային դիագրամում (նկ.8.2) առանձնացվում են՝
1. Ընդունման անոթի շարժումը բեռնաթափման կորի վրա,
2. Անոթի թափառք մոտ 0,8 մ/վրկ² արագացմամբ,
3. Հավասարաչափ շարժում,
4. Դանդաղում մոտ 1մ/վրկ²,
5. Վերամբարձ անոթի ձգում,
6. Սևեռակում:
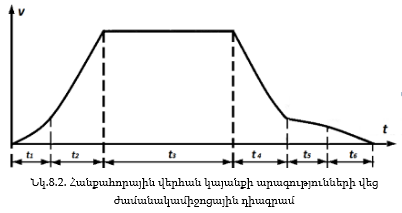
Թափառքի (разгона) ժամանակահատվածի ավտոմատացումը իրագործվում է ռելեային գործողության սխեմաներով փոփոխելով ռոտորային փաթույթների շղթայի գործարկումային դիմադրությունները:
Դանդաղման (замедления) ավտոմատացումը իրագործվում է կարգավորման փակ համակարգով կիրառելով դինամիկ արգելակում:
Վերհան անոթների սևեռակումը իրագործվում է ինդուկցիոն անջատիչների կամ վերջնական անջատիչների օգնությամբ:
8.3. Օդափ ոխման համակարգի ավտոմատացում
Հանքահորերն ու հորախորշերը թարմ օդ մատակարարող օդափոխման կայանքների ավտոմատացման խնդիրներն են՝
· Օդափոխիչի էլեկտրաշարժիչի հեռակառավարմամբ գործարկումը, կանգնեցումը և վերագործարկումը,
· Օդային հոսքի դարձափոխային հարմարանքի ղեկավարումը,
· Կայանքի աշխատանքային ռեժիմի հսկումը,
· Օդափոխիչի վթարային անջատումը ոչ նորմալ ռեժիմի ծագման դեպքում:
Ըստ նշանակության տարբերում են գլխավոր օդափոխման կայանքներ, կողային օդափոխման կայանքներ և շուրֆային օդափոխման կայանքներ:
Գլխավոր օդափոխման կայանքների համար կիրառվում են հիմնականում УКВГ սարքավորումները, որոնք ապահովում են հանքահորից մինչև 2կմ հեռավորության վրա գտնվող մեկ ավտոմատացման կայանքի ավտոմատացումը, իսկ շուրֆային կայանքների համար օգտագործվող АДШВ ապարատուրաները ապահովում են մինչև 12 օդափոխման կայանքների ավտոմատացումը (այդ թվում նաև երկու գլխավոր օդափոխման), որոնք գտնվում են հանքահորից մինչև 5…6կմ հեռավորության վրա:
УКВГ ապրատուրան ապահովում է՝
· օդափոխիչների և դարձափոխիչ սարքավորումների շարժաբերային շարժիչների կառավարումը տեղում և հեռավորության վրա,
· կարգավարին (դիսպետչերին)` լուսային ազդանշանով աշխատող օդափոխիչի և հեռակառավարման շղթայում լարվածության առկայության մասին,
· օդափոխիչի վթարային իրավիճակի,արտադրողականությունից և տրված սահմանային արժեքներից շեղման, առանցքակալների և ստատորի փաթույթների գերտաքացման մասին լուսային և ձայնային ազդանշանմամբ,
· օդափոխման ուղիներում օդի ծախսի և նոսրացման հսկում պարամետրերի անընդհատ գրանցումով
8.4. Կոմպրեսորային կայանքների ավտոմատացում
Երկրաբանահետախուզական աշխատանքներում օգտագործվող հնարավորություն է տալիս բարձրացնել դրանց օգգ և նվազեցնել սեղմված օդի ինքնարժեքը: Կախված շահագործման պայմաններից նախատեսվում են ավտոմատացման երեք աստիճաններ:
Ավտոմատացման առաջին աստիճանը ապահովում է ճնշման հսկումը կոմպրեսորային կայանքի առաջին և երկրորդ աստիճաններում, ինչպես նաև յուղման և հովացման համակարգերում: Ավտոմատացման սխեմայում ընդգրկված են չորս ռելե և չորս ձևափոխիչներ: Ձևափոխիչները հսկում են հովացման և առաջին աստիճանի ներծծման կափույների վիճակը, ինչպես նաև քարտերում յուղի մակարդակը:
Գործարկման կոճակի սեղմումից հետո ժամանակի ռելեի օգնությամբ 15•••20վրկ ընթացքում սխեման ենթարկվում է բլոկացման, որի ընթացքում ճնշումը առաջին աստիճանում և սառեցնող հոսքը հասնում են տրված արժեքներին: Հետագայում, երբ հսկող պարամետրերից որևէ մեկը դուրս է գալիս կարգավորման սահմանից, գործարկվում է գործարկող ռելեն և կոմպրեսորի աշխատանքը դադարեցվում է:
Ավտոմատացման երկրորդ աստիճանը, բացի դրանից, ապահովում է կոմպրեսորի գործարկումը և դադարը 300 ••• 400մ հեռավորությունից (սեղմված օդի օգտագործման տեղից) հեռակառավարման միջոցով:
Ավտոմատացման երրորդ աստիճանը բացի երկրորդ աստիճանի ֆունկցիայի իրականացումից պետք է 200 ••• 300ժ ընթացքում ապահովի կոմպրեսորի աշխատանքը առանց սպասարկող անձնակազմի, ինչպես նաև տարվա ցուրտ եղանակին իրականացնի գործարկման նախապատրաստական աշխատանքները:
8.5. Հորատման խողովակների մխման ավտոմատ
Հորատման և սյունակային խողովակների ջերմային մշակումը էականորեն (5…10 անգամ) բարձրացնում է դրանց մաշակայունությունը, ինչը շատ կարևոր է հատկապես հղկամաշիչ ապարների հորատման ժամանակ:
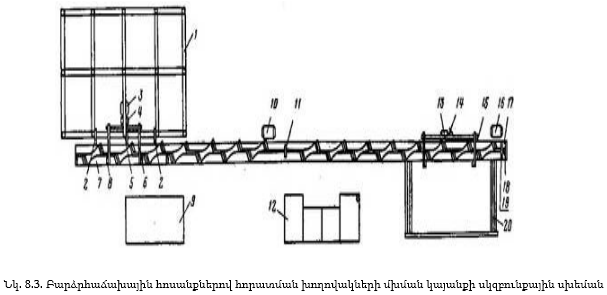
Պրակտիկայում լայն կիրառություն է գտել խողովակների մխումը բարձրահաճախական հոսանքներով: Բարձրահաճախական ինդուկցիոն տաքացման էությունը կայանում է էլեկտրամագնիսական ինդուկցիայի, մակերևույթային էֆեկտի և հոսանքի ջերմային ազդեցության երևույթների օգտագործման մեջ:
Բարձրահաճախական
հոսանքով
խողովակների
մխման
հորիզոնական ավտոմատ
կայանքի
(մշակված
Վորոշիլով միավորման
կոնստրուկտորային
բյուրոյի
կողմից)
արտադրողականությունը
հերթափոխում
կազմում է 270մ:
Այդ ավտոմատի
սկզբունքային
սխեման
բերված է 25
նկարի վրա:
Դարակաշարի
վերևի թեք
շրջանակի 1
վրա
տեղադրվում է
100…150 հատ հորատման
խողովակներ,
որոնք
գլորվում են
մինչև դրակաշարի
ստորին մասի
հենարանը 2,
որտեղ տեղադրված
մեխանիզմը
խողովակները
մատուցում է
հոլովակային
փոխակրիչին:
Այդ
մեխանիզմը բաղկացած
է
ռեդուկտորով
չորս
էլեկտրաշարժիչից
3, շուռտվիկ
շարժաթևային
մեխանիզմից 5
և հատիչից 6:
Հատիչը ունի
շրջանակի
տեսք, որի
երկու ձողերը
մի կողմից
հոդակապով
միացված են
հոլովակային
փոխակրիչի
հենարաններին
8, իսկ մյուս
կողմից
միմիանց հետ և
շուռտվիկին:
Հատիչը բարձրանալիս
բարձրացնում
է հորատման
խողովակը և
հենարանի 2
վրայով գցում
հոլովակային
փոխակրիչի 7
վրա:
Հոլովակային
փոխակրիչը
հորատման
խողովակին
հաղորդում է
համընթաց
(1րոպ 1մ) և
պտտական ![]() շարժում:
Հոլովակների
շարժակը
իրականացվում
է
էլեկտրաշարժիչից
10 և 16
շարժաբերային
լիսեոի
կոնական
ատամնանիվների
միջոցով:
Փոխակրիչի
միջնամասում
տեղադրված է
խողովակային
օղակաձև
ինդուկտոր 11,
որը միացված է
ЛПЗ – 670 (կամ ЛПЗ – 2 -
67 м) 12
բարձրհաճախային
կայանի
էլեկտրոնային
գեներատորին:
շարժում:
Հոլովակների
շարժակը
իրականացվում
է
էլեկտրաշարժիչից
10 և 16
շարժաբերային
լիսեոի
կոնական
ատամնանիվների
միջոցով:
Փոխակրիչի
միջնամասում
տեղադրված է
խողովակային
օղակաձև
ինդուկտոր 11,
որը միացված է
ЛПЗ – 670 (կամ ЛПЗ – 2 -
67 м) 12
բարձրհաճախային
կայանի
էլեկտրոնային
գեներատորին:
Հորատման խողովակները անցնելով ինդիկատորի միջով տաքանում են: Ինդիկատորի օղակի մոտ տեղադրված է խողովակային օղակ, որի անցքով մատուցվում է սառեցնող ջուր, ապահովելով կոփման գործընթացի անընդհատության: Ջրի շրջանառությունը ապահովվում է բաքում 9 տեղադրված կենտրոնախույս պոմպով: Քանի որ հորատման խողովակի մատուցումը իրականացվում է պտտումով, ապա մխումը կատարվում է 20… 22մմ քայլով (10 … 12մմ խոնավ գոտի, 8…10մմ կոփված) և մոտավորապես 1մմ խորությամբ: Հորատման խողովակը շարժվելով հոլովակների վրայով փոխակրիչի վերջում հենվում է հետահար ձողին 19, որի ետնամասում են գտնվում զսպանակը 17 և ծայրային անջատիչը 18: Հետահար ձողը անջատիչին սեղմելու դեպքում գործարկվում է ռելեն միաժամանակ միացնելով հետահար մեխանիզմը 13,14,15, ինչի հետևանքով մխված հորատման խողովակվները մատուցվում են կուտակիչ 20 և հաջորդաբար գործարկվում է մատուցման մեխանիզմը 3,4,5,6 տեղափոխելով նոր խողովակները հոլովակային փոխակրիչի վրա: Փոխակրիչի երկարությունը հնարավորություն է տալիս միաժամանակ որոշակի բացակով տեղադրել երեք հորատման խողովակներ: Այսպիսով, խողովակների մատուցումը դեպի փոխակրիչ, դրանց մխումը և պատրաստի արտադրանքի տեղափոխումը կուտակիչ կատարվում է անընդհատ և ամբողջությամբ ավտոմատացված է:
8.6. Հորատման խողովակների ավտոմատ պարուրակահան
Մի շարք դեպքերում երկաբանահետախուզական կազմակերպությունները ստանում են ոչ թե պատրաստի հորատման խողովակներ այլ խողովակային նախապատրաստվածք, որոնք հետագայում պետք է ենթարկվեն նստավորման, պարուրակահանման և ջերմային մշակման: Բացի դրանից, երբեմն հորատման խողովակները ենթակվում են կրկնակի պարուրակահանման: Պարուրակահանման գործընթացի իրականացման համար ստեղծված են կիսաավտոմատ կամ ավտոմատ գծեր: Դիտարկենք այդ ավտոմատներից մեկի սկզբունքային ախեման (նկ.8.4):
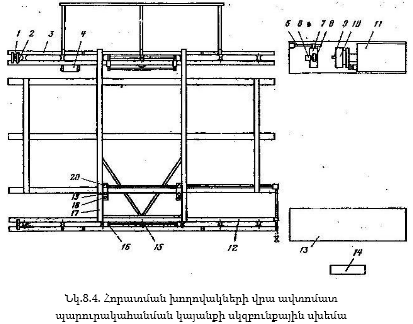
Կայանքը բաղկացած է երկու խառատային հաստուցներից 11 և 13, երկու հոլովակային փոխակրիչներից 3 և 12, վերևի և ներքևի շրջանակներով դարակաշարից, խողովակաընդունիչ – կուտակիչից, բաժնավորման և հորատման խողովակները փոխակրիչ մատուցող մեխանիզներից 19,18,16 և կառավարման պահարանից 14:
Խառատային հաստոցը 13 իրականացնում է նախապատրաստական աշխատանքներ պարուրակահանումից առաջ և այդ հաստոցի վրա չկա ավտոմատացման տարրեր: Հորատման խողովակները հաստոցին են մատուցվում դարակաշարի վերին շրջանակից բաժնավորման հարմարանքով 20,19,18 և հոլովակային փողարկրիչով 12: Բաժնավորման հարմարանքը բաղկացած է լծակների, բույթերի և հատիչների համակարգից, որը ապահովում է դարակաշարից դեպի հոլովակային փոխակրիչ միայն մեկ խողովակի մատուցում: Լծակի ղեկավարմամբ հատիչը 20 և բույթ 19 իջնում են (ծածկվում են), իսկ 18 բույթը բարձրանում է: Ինչի հետևանքով հորատման խողովակները գլորում են դարակաշարի վերևի թեք շրջանակի վրայով հենում 18 բույթին: Փոխելով նույն լծակի դիրքը զսպանակի ազդեցության տակ հատիչը և բույթերը փոխում են իրենց դիրքերը հակառակ ուղությամբ՝ այսինքն հատիչը 20 և բույթը 19 բարձրանում են, իսկ 18 բույթը իջնում է: 18 և 19 բույթերի արանքում կարող է տեղավորվել միայն մեկ խողովակ, որը 18 բույթի իջեցնելուց հետո թեք ձողով 17 մատուցվում է հոլովակային փոխակրիչ: Խառատային հաստոցի վրա հորատման խողովակների ծայրերի շրջատաշումից հետո այն վերադառնում է իր նախնական դիրքին` հոլովակային փոխակրիչի վրա: 15 հիդրոգլանի օգնությամբ բարձրանում են 16 շեղ ձողերը և խողովակները նետում փոխակրիչից դարակաշարի ստորին շրջանակի վրա: Այստեղ դասավորվում են ավտոմատ պարուրակահանման համար պատրաստ խողովակները:
Դարակաշարի ստորին շրջանակից խողովակները երկրորդ բաժանավորիչով մատուցվում են հոլովակային փոխակրիչ 3, որով տեղաշարժվում են մինչև խողովակապարուրակահանող գլխիկի 10 կենտրոնում գտնվող 9 հենարանը: Հենարանին սեղմելու հետևանքով միանում է ղեկավարման ապարատը, ինչը ապահովում է հետևյալ հերթական օպերացիաները.
1. Միանում է 6 էլեկտրաշարժիչը, որը 8 ռեդուկտորի և շփանակի միջոցով գործարկում է ինքնակենտրոնավորվող սեղմող կոթառի 7 շարժաբերը:
2. Միանում է խողովակապարուրակահան գլխիկի պտտումը, որը հագեցած է պարուրակահանման հատուկ արտապարուրակիչներով 4:
3. Միանում է ընթացքային 5 պտուտակը, որն էլ շարժման մեջ է դնում ենթակիրը (суппорт) սեղմող արտապարուրակիչների և հորատման խողովակների հետ դեպի խողովակապարուրակահան գլխիկը:
4. Խողովակապարուրակահան գլխիկում գտնվող զսպանակները սեղմվում են հիդրոգլաններով:
5. Մինչև տրված երկարությունը խողովակի ծայրի պրուրակահանումից հետո միանում է ծայրային անջատիչը, որը ղեկավարման ապարատի միջոցով ապահովում է հետագա գործընթացները հետևյալ հաջորդականությամբ՝ դադարում է խողովակապարուրակահանման գլխիկի պտտումը և բացվում են արտապարուրակիչները, սեղմող կոթառը ազատում է հորատման խողովակը, խողովակա-պարուրակահանման գլխիկի ուժային զսպանակները հրում են խողովակը դեպի ձախ, որտեղից հոլովակային փոխակրիչով շարժվում է դեպի 2 հենարանը, որի ետևում տեղադրված է ծայրային անջատիչը 1, ենթակիրը սեղմիչ կոթառի հետ վերադառնում է ելման դիրք, ծայրային անջատիչը 1 միացնում է բաժանավորիչը և տեղափոխող մեխանիզմը, որոնք պարուրակահանված խողովակները տեղադրում են ընդունիչ – կուտակիչում, և միաժամանակ նոր խողովակ են մատուցում հոլովակային փոխակրիչին, նոր խողովակը հոլովակային փոխակրիչով մատուցվում է խողովակապարուրակահանման գլխիկին, և ցիկլը կրկնվում է: Կայանքի արտադրողականությունը հերթափոխում կազմում է 400 պարուրակահանված ծայրեր:
ՍՏՒԳՈՂԱԿԱՆ ՀԱՐՑԵՐ
1. Ներկայացնել հանքարանային և հանքահորային տխեխնոլոգիական պրոցեսների դասակարգումը ավտոմատացման տեսակետից:
2. Ո՞ր օպերացիաների ավտոմատ իրագործումն է ապահովում ջրհեռացման կայանքների ավտոմատացումը:
3. Գծել և բացատրել ջրհեռացման կայանքի ավտոմատացման սխեման:
4. Գծել և բացատրել հանքահորանային վերհան կայանքի արագությունների վեց ժամանակամիջոցային դիագրամը:
5. Որո՞նք են հանքահորերն ու հորախորշերը թարմ օդ մատակարարող կայանքների ավտոմատացման խնդիրները:
6. Ի՞նչ գործառույթներ է ապահովում УКВГ ապարատուրան:
7. Բացատրել կոմպրեսորային կայանքների ավտոմատացման երեք հիմնական գործառույթները:
8. Ներկայացնել և բացատրել բարձրհաճախային հոսանքով հորատման խողովակի մխման կայանքի սկզբունքային սխեման:
9. Ներկայացնել և բացատրել հորատման խողովակների ավտոմատ պարուրակահանման կայանքի սկզբունքային սխեման:
10. Օպերացիաների ի՞նչ հերթականություն է ապահովում ավտոմատ պարուրակահանման կայանքը:
9. ՀՈՐԱՏՄԱՆ ԳՈՐԾԸՆԹԱՑԻ ՀՍԿԱՆ ԵՎ ՂԵԿԱՎԱՐՄԱՆ
ՀԱՄԱԼԻՐ ՄԻՋՈՑՆԵՐ
9.1. Տեխնոլոգիական և երկրաբանական տեղեկատվության հավաքագրման և արտապատկերման կայան «ГЕЛИУС»
«ГЕЛИУС» կայանը ծառայում է բարդ երկրաբանական պայմաններում հորատվող խոր հետախուզական, որոնողական, հենարանատեխնոլոգիական, ինչպես նաև նավթի և գազի շահագործական հորատանցքերից տեխնոլոգիական և երկրաբանական տեղեկատվության հավաքագրման և արտապատկերման համար: Կայանը մշակվել է «Нефтегазпромавтоматика» СПКБ (հատուկ նախագծակոնստրուկտորային բյուրոյի) կողմից:
Կայանի կիրառումը թույլ է տալիս օպտիմալացնել հորատանցքի կառուցումը, կանխատեսել և կանխել բարդություններն ու վթարները, նվազեցնել հորատանցքի կառուցման ժամանակը և արժեքը, ավելացնել նավթի և գազի հետախուզված պաշարների աճի տեմպերը:
Կայանի կազմի մեջ են մտնում՝ կառավարակետը(пульт), Н3030-4 արագ գործող և ինքնագրող սարքը, ճնշման ПДР1-2 ձևափոխիչը, ուժի ПВИ1-2 ձևափոխիչը, հորատագործիքի մատուցման ППИ նախնական ձևափոխիչը, պտտման հաճախության ПЧ1-2 ձևափոխիչը, РГР-7 ծախսաչափը, А521-4/2 նշանաբաղադրող ինքնագրող հարմարանքը, СПЗ ընթերցիչ-հաշվարկիչը, ПО-150М պերֆորատորը, ջերմաստիճանի ПТ1 ձևափոխիչը, խոսակցության ПГС-0,2 հարմարանքը:
Կայանի աշխատանքը կայանում է ձևափոխիչներից տեղեկատվության հաջորդաբար ընթերցման-հաշվարկման, նրա մշակման և գրանցման հարմարանք մուտքագրելու մեջ: Ձևափոխիչների համալիրը տեղադրվում է հորատման կայանքի տեխնոլոգիական սարքավորումների վրա և նրանից դուրս եկող ազդանշանները մալուխի միջով ընդունվում են տեղեկատվության ձևափոխիչների և համալիր մշակման ու թվային ցուցիչների կողմից: Հորատման տեխնոլոգիական պարամետրերի վերաբերիալ ազդանշանները ձևափոխիչներից հետո փոխարկման և մասշտաբավորման մոդուլի օգնությամբ կարող են տրվել անալոգային ազդանշանների մշակման համալիր կամ վերջինիս կողմից չընդունելու դեպքում անմիջապես անոլոգային գրանցիչների բլոկ:
Կայանի աշխատանքը հսկում է օպերատորը մուտքի և արտապատկերման պանելի օգնությամբ: Մուտքի և արտապատկերման պանելը բաղկացած է թվային ցուցանշման (индикации) արտապատկերման, թվային և դիսկրետ ազդանշանների մուտքագրման, իչպես նաև հսկման և կարգաբերման բլոկներից: Արտապատկերման առաջին բլոկում տեղադրված են հորատման գործընթացային իրավիճակների արտապատկերման ազդանշանման մոդուլը և երկու թվային ցուցանշման մոդուլները, որոնք արտապատկերում են հորատման պարամետրերը և ընթացիկ ժամանակը:
Ազդանշանման մոդուլը հագեցված է կաթնասպիտակ գույնի ցուցնակ ցրիչներով (табличками-рассеивателяами) հետևյալ գրառումներով՝
«Հորատում»՝ ընթանում է ապարների քայքայման պրոցես հորատախորշում,
«ԻԲԱ»՝ ընթանում է իջեցման-բարձրացման աշխատանքներ,
«Լվացում»՝ ընթանում է հորատանցքի փողի լվացում,
«Մշակում»՝ ընթանում է հորատանցքի փողի մշակում,
«Իրադրության որոշիչ»՝ ընթանում է իրադրության որոշիականացում,
«Պարապուրդ»՝ հորատման գործընթացների ստիպողական դադար,
«Հորատախորշ»՝ հորադուրը հորատախորշում է,
«Հորատախորշից վեր»՝ հորադուրը հորատախորշից վերև է:
Թվային ցուցանշման առաջին մոդուլը տասնորդական կոդով ցուցադրում է երթային առաջանցոումը (երեք կարգ), հաջորդ հինգ կարգերը տասնորդական կոդով արտապատկերում են հորադուրի դիրքը հորատախորշից վեր ԻԲԱ ժամանակ կամ հորատանցքի խորությունը հորատման ժամանակ:
Թվային ցուցանշման երկրորդ մոդուլը արտապատկերում է ընթացիկ ժամանակը նշելով ժամը, րոպեն և վայրկյանը (մինչև երկու կարգ):
Արտապատկերման երկրորդ բլոկը բաղկացած է թվային ցուցանշման երկու մոդուլներից և առաջադրված դիսկրետ ազդանշանների երկու մոդուլներից:
Թվային
ցուցանշման
առաջին
մոդուլը
տասնորդական
կոդով (չորս
կարգով)
արտապատկերում
է առաջանցման
մեխանիկական
արագության
մեծությունը,
հաջորդ չորս
կարգերը
տասնորդական
կոդով՝
տեխնոլոգիական
պարամետրերի
արժեքները:
Անհրաժեշտ
պարամետրի
մեծությունը
իմանալու
համար պետք է
սեղմել
համապատասխան
մոդուլի
առաջադրված
դիսկրետ
ազդանշանման կոճակը:
Այդ
կոճակների
վրա կան
գրառումներ համապատասխան
հետևյալ
տեխնոլոգիական
պարամետրերի՝ ![]() (մոմենտը
ռոտորի վրա),
(մոմենտը
ռոտորի վրա), ![]() (բեռնվածությունը
կեռի վրա),
(բեռնվածությունը
կեռի վրա), ![]() (բեռնվածությունը
հորադուրի
վրա),
(բեռնվածությունը
հորադուրի
վրա), ![]() (հորատալուծույթի
ճնշումը),
(հորատալուծույթի
ճնշումը), ![]() և
և
![]() (հորատալուծույթի
ծախսն է
համապատասխանաբար
հորաբերանի
մուտքում և
ելքում),
(հորատալուծույթի
ծախսն է
համապատասխանաբար
հորաբերանի
մուտքում և
ելքում), ![]() (հորատալուծույթի
ծավալն է հորատալուծույթի ամբարներում):
(հորատալուծույթի
ծավալն է հորատալուծույթի ամբարներում):
Թվային ցուցանշման երկրորդ մոդուլը տասնորդական կոդով արտապատկերում է առաջանցման արագությունը ժամանակի տրված հատվածում (չորս կարգով), իսկ հաջորդ չորս կարգերը՝ երկրաբանական պարամետրի արժեքը՝ երբ սեղմում ենք մոդուլի համապատասխան կոճակը:
Կոճակների
վրա եղած
գրառումները
համապատասխանում
են հետևյալ
երկրաբանական
պարամետրերին.
![]() (հորատալուծույթի
խտությունը
հորաբերանում՝
մղման և դուրս
գալու
ժամանակ),
(հորատալուծույթի
խտությունը
հորաբերանում՝
մղման և դուրս
գալու
ժամանակ), ![]() (հորատալուծույթի
ջերմաստիճանն
է
հորատանցքից
դուրս գալիս),
∆Q (հորատալուծույթի
դիֆերենցիալ
ծախսը):
(հորատալուծույթի
ջերմաստիճանն
է
հորատանցքից
դուրս գալիս),
∆Q (հորատալուծույթի
դիֆերենցիալ
ծախսը):
Արտապատկերման երրորդ բլոկը կազմված է հետևյալ մոդուլներից՝ ազդանշանման, դիսկրետ ազդանշանների տրման, թվային տեղեկատվության մուտքագրման:
Ազդանշանման մոդուլը ծառայում է արտապատկերելու տեխնոլոգիական պարամետրերի շեղումը սահմանային արժեքներից, ինչպես նաև ազդանշանելու հորատագործիքի շարժման ուղղության մասին: Նա ունի գրառումներով կաթնասպիտակ գույնի ցուցանակ ցրիչներ:
Դիսկրետ
ազդանշանների
տրման
մոդուլը ծառայում
է
տեխնոլոգիական
պարամետրերի
դրվածքները
(уставок) ըստ
հասցեների
մուտքագրելու
համար:
Մոդուլի
կոճակների
վրա կա
գրառումներ
հետևյալ
պարամետրերի
մասին. ![]() (հորատախորշի
խորությունը),
(հորատախորշի
խորությունը),
![]() (հորադուրի
գտնվելու
խորությունը),
(հորադուրի
գտնվելու
խորությունը), ![]() (բեռնվածությունը
կեռի վրա),
(բեռնվածությունը
կեռի վրա), ![]() (բեռնվածությունը
հորադուրի
վրա),
(բեռնվածությունը
հորադուրի
վրա), ![]() (հորատալուծույթի
մղման
ճնշումը),
(հորատալուծույթի
մղման
ճնշումը), ![]() (ոլորող
մոմենտը ռոտորի
վրա ):
(ոլորող
մոմենտը ռոտորի
վրա ):
Թվային կոդերի մուտքագրման մոդուլը ծառայում է կայանի գործարկման ծրագրի սկզբնական հասցեի մուտքագրման, հաստատունների,նախադրվածքների առավելագույն և նվազագույն արժեքների, ժամանակի սկզբի և հորատանցքի սկզբնական խորության և ալգորիթմի գործարկմանը համապատասխան այլ թվային տեղեկությունների մուտքագրման համար:
Կայանի աշխատանքը իրագործվում է համապատասխան 01K ղեկավարող ծրագրի:
Տեխնոլոգիական պարամետրերի մասին տեղեկատվությունը ձևափոխված էլեկտրական ազդանշանների՝ դիսկրետ (առաջանցման պարամետրերի մասին) և անալոգային տեսքով (քաշը կեռի վրա, ճնշումը, մոմենտը ռոտորի վրա, հորատալուծույթի խտությունը,ջերմաաստիճանը և ծախսը հորաբերանի մուտքում և ելքում, ռոտորի պտտման հաճախությունը) ընդունվում են համապատասխանաբար անալոգային և դիսկրետ ազդանշանման էլեմենտների կողմից:
Կայանքը հնարավորություն է տալիս իրագործել հետևյալ ֆունկցիաները.
. անընդհատ, պարբերաբար և կանչի ձևով օպերատիվորեն արտապատկերել և գրանցել տեխնոլոգիական պարամետրերը,
. սահմանային արժեքներից տեխնոլոգիական պարամետրերի շեղումների հայտնաբերում, օպերատիվ արտապատկերում, գրանցում և ազդանշանում,
. տեխնոլոգիական պարամետրերի անուղակի չափում,
. կայանի տեխնիկական միջոցների համալիրի իրականացրած մաթեմատիկական և տրամաբանական օպերացիաների արդյունքների օպերատիվ արտապատկերում և գրանցում,
. տվյալների նախապատրաստում ավելի բարձրակարգ ղեկավարման համակարգերի հետ տեղեկատվության փոխանակման համար:
Մուտքային ազդանշանների ձևերը, որոնք ձևափոխվում են հսկվող պարամետրերի արժեքների և նրանց չափման ընդգրկույթը բերված է 9.1 աղյուսակում:
Կայանը համարվում է բազմաֆունկցիոնալ, բազմակապուղիյե, վերականգնվող հարմարանք: Ժամանակի մեջ անխափան աշխատանքի բաշխվածությունը ցուցիչային է:
Աղյուսակ 9.1
Հսկվող պարամետրերի արժեքներին ձևափոխվող մուտքային ազդանշանների ձևերը
9.2. Հորատման հաստոցներից տվյալների հավաքագրման ավտոմատացված համակարգ KOBUS
<<Blast Maker>> ծրագրատեխնիկական համալիրը պարունակում է տեղեկատվական անալիտիկ ծրագրային փաթեթ և տեխնիկական միջոցների հավաքագրման, մշակման և անմիջաապես պայթեցման հորատանցքերի հորատման գործընթացում գտնվող հորատման հաստոցներից լեռնային զանգվածի ապարների հատկությունների տվյալների փոխանցման միջոցներ: <<Blast Maker>> հնարավորություն է տալիս ստացված տվյալների հիման վրա նախագծել օպտիմալ պարամետրերով հորատապայթեցման աշխատանքներ և հասնել ապարների մանրեցման բարձր որակի:
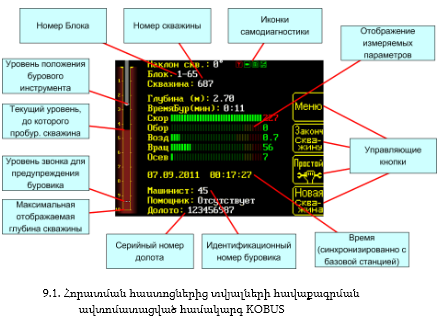
Ինչպես հայտնի է բացահանքերի հորատապայթեցման աշխատանքների (ՀՊԱ) նախագծումը աշխատատար գործընթաց է, որը պահանջում է բարձր ճշգրտություն, հաշվարկների և անհրաժեշտ փաստաթղթերի պատրաստման օպերատիվություն: Ապարների ըստ ամրության ոչ միատարր լինելը այն գլխավոր գործոնն է, որը բարդացնում է պայթեցման աշխատանքները և լեռնային զագվածի հավասարաչափ մանրման հասնելը: Երկրաբանահետախուզական աշխատանքների փուլը ընդհանուր առմամբ չի կարող տալ բավարար ամբողջական տեղեկություն ապարների ֆիզիկամեխանիկական հատկությունների մասին, քանի որ հետախուզական հորատանցքերի ցանցը բավականին նոսր է: Այդ իսկ պատճառով բարդ կառուցվածքային զանգվածներում, իրական տվյալների բացակայության պայմաններում, նախագծողները մեծացնում են հորատման և պայթուցիկ նյութերի (ՊՆ) ծախսերը՝ միջինը 20…25%:
<<Blast Maker>> ծրագրատեխնիկական համալիրը հնարավորություն է տալիս ստանալ տվյալներ օգտակար հանածոյի պարունակության, ապարների տեխնոլոգիական և ֆիզիկամեխանիկական հատկությունների վերաբերիալ, ինչը թույլ է տալիս ավելի բարձր որակով նախագծել տեխնոլոգիական գործընթացները, այդ թվում և հորտապայթեցման աշխատանքները:
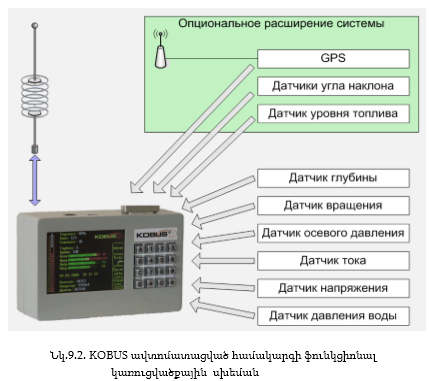
Հանքավայրի թվային մոդելը հսակ կապված է բացահանքային դաշտի երկրաչափացման և լեռնաերկրաչափական վերլուծության համակարգի հետ: Այս համակարգը թույլ է տալիս պլանավորել լեռնային աշխատանքները հաշվի առնելով հանքային մարմնի տեղադիրքը, նախագծել տրանսպորտային ենթակառուցվածքները, որոշել մակաբացման աշխատանքների ծավալները, ակնառու պատկերացնել բացահանքի մակերևույթը տարբեր մասշտաբներով և տեսանկյուններով, խմբագրել եռաչափ պատկերները:
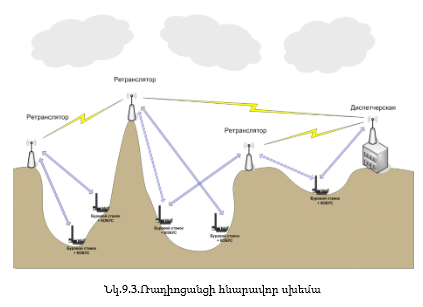
Հորատման հաստոցներից տվյալների հավաքագրման հիմքում դրված է զանգվածի ամրության բնութագրերի որոշման մեթոդիկան ըստ հորատման էնրգատարության (энергоемкость) տվյալների: Որպես էներգետիկական ցուցանիշ է ծառայում հորատման տեսակարար էներգիան, որը կախված է հորադուրի վրա ազդող բեռնվածությունից, պտուտոթվերից ու ոլորող մոմենտից, հորատանցքի հատույթից, առաջանցման արագությունից, հորատման հաստոցի թրթռումից: Տվիչների գրանցած այս տվյալներով որոշվորմ է ապարների ամրության բնութագրերը: Այս ապարատուրան նշանակված է աշխատելու կլիմայական և շահագործական լայն սահմաններում՝ ջերմաստիճանային սահմանափակումները՝ -40 –ից մինչև +500c, դիմակայում է թրթռումների բարձր մակարդակի, ունի փոշու և խոնավության անթափանց իրան: Բոլոր տվյալները ռեալ ժամանակի ռեժիմով հորատման հաստոցից ռադիոալիքներով փոխանցվում են համակարգրչ, որը տեղադրված է դիսպետչերական կետում կամ վարչական կենտրոնում (նկ. 9.3): Կենտրոնական կայանում համալիր դիտարկվում են բոլոր պարամետրերը և ֆիլտրվում համապատասխան ալգորիթմերով: Ծրագիրը թույլ է տալիս հեռացնել կամ ավելացնել ցանկացած թվով հորատանցքեր: Համակարգում մտցված են նաև էկոնոմիկական հաշվարկներ, որոնք թույլ են տալիս ընտրել պայթուցիկ նյութերը և լիցքի ռացիոնալ կառուցվածքը:Համակարգի ելքային մոդուլը գեներացնում է պահանջվող բոլոր փաստաթղթերի տեսակերը և փորմատները:
Այսպիսով, <<Blast Maker>> ԾՏՀ ներդրումը թույլ է տալիս ոչ միայն նվազեցնել ՀՊԱ ծախսերը, այլև բարձրացնել պայթեցման աշխատանքների որակը, ինչպես նաև բացահանքերում աշխատող սարքավորումների և գործընթացների ղեկավարման օպերատիվությունը:
9.3. Հորատանցքի հորատման գործընթացի հսկման միկրոպրոցեսորային համալիր МКПБ-1
Հորատանցքի հորատման գործընթացի հսկման միկրոպրոցեսորային (МКПБ-1)համալիրը իրագործում է.
.մուտքային էլեկտրական ազդանշանների ձևափոխումը հսկվող տեխնոլոգիական պարամետրերի արժեքների՝ բեռնվածությունները կեռի վրա, հորատագործիքի մատուցումները, հորատալուծույթի մղման ճնշումը հորատանցքից դուրս գալիս, ռոտորի պտտման հաճախությունը, ռոտորի սեղանի պտտման մոմենտը;
. հաստատված սահմաններից տեխնոլոգիական պարամետրերի արժեքների շեղումների բացահայտում, օպերատիվ արտապատկերում և ազդանշանում;
. հորատանցքի խորության, մեխանիկական արագության, հորատման ընդհանուր ժամանակի և հորադուրի վրա բեռնվածության հաշվարկում;
. հսկվող և հաշվարկվող տեխնոլոգիական պարամետրերի թվային ցուցանշում;
. տվյալների նախապատրաստում տեղեկատվության փոխանակման գործընթացի համար:
МКПБ-1 համալիրի կազմում ընդգրկված են՝ նախնական ձևափոխիչներ, ցուցադրող պրիբորների կալունակը, տեղեկատվության մշակման հարմարանքը, արձանագրիչներ: МКПБ-1համալիրը մշակվել է “Нефтегазпромавтоматика” СПКБ կողմից:
Համալիրը աշխատում է համապատասխան МКПБ-1 ղեկավարման ծրագրի: Տեխնոլոգիական պարամետրերի մասին տեղեկատվությունը ձևափոխված էլեկտրական ազդանշանների մուքագրվում է ցուցադրող սարքեր, տեղեկատվության մշակման և արձանագրիչ սարքեր: Ներմուծման էլեմենտները անալոգային տեղեկատվությունը ձևափոխում են թվային կոդի:
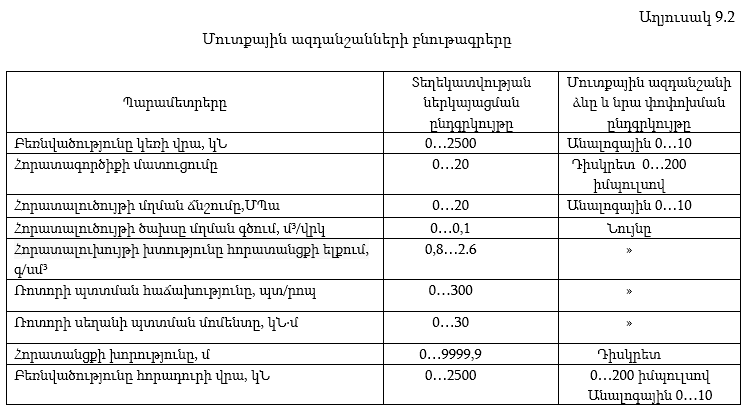
Էլեկտրական մեթոդներով ոչ էլեկտրական մեծությունների չափման կարևոր առանձնահատկություններից մեկը համարվում է չափումները հեռավորությունների վրա: Սովորաբար չափման կետի և էլեկտրաչափիչ պրիբորի միջև եղած հեռավորությունը սահմանափակվում է տասնյակ կամ ծայրահեղ դեպքում մի քանի հարյուր մետրով: Այդ հեռավորության ավելի մեծացումը բերում է ազդանշանի էներգիայի ուժեղ կորստի: Արդյունքում տվիչից ստացված ազդանշանը այնքան է փոքրանում և աղավաղվում, որ չափումը դառնում է անհնար:
Սակայն հորատման գործընթացում և հորատանցքի շահագործման ժամանակ պահանջվում է իրականացնել ոչ միայն մակերևույթային այլև խորքային պարամետրերի չափումներ: ԵՎ անհրաժեշտություն է ծագում տվիչների ցուցմունքները փոխանցել մինչև 6…7 կմ, իսկ հեռանկարում մինչև 15…18 կմ կապված երկրակեղևի թիկնոցի հորատման հետ: Մակերևույթում տվիչների ցուցմունքները երբեմն անհրաժեշտ է լինում հաղորդել հարյուրավոր և նույնիսկ հազարավոր կիլոմետրեր: Այս խնդիրները լուծվում են չափման տեխնիկայի հատուկ բնագավառում, որը կոչվում է հեռուստաչափում:
Հեռուստաչափիչ համակարգի կառուցվածքային սխեման պատկերված է 9.4 նկարի վրա: Համակարգը բաղկացած է տվիչից, հաղորդիչ հարմարանքից, կապուղուց, ընդունիչ հարմարանքից և էլեկտրաչափիչ սարքից:

Չափվող ոչ էլեկտրական մեծությունը ազդում է տվիչի վրա, որում էլ ձևափոխվում է որևէ մի էլեկտրական պարամետրի կամ էլշուի: Էլեկտրական մեծությունը, որն ձևավորվում է տվիչի ելքում, սովորաբար հարմար չէ կամ ընդհանրապես պիտանի չէ կապուղով հաղորդելու համար: Դրա համար էլ այն մուտք է գործում հաղորդող հարմարանք, որում ձևափոխվում է հաղորդման համար հարմար օժանդակ պարամետրի: Վերգետնյա պայմաններում հաճախ օգտագործվում է լարային կապուղիներ, իսկ դրանց բացակայության դեպքում, ինչպես նաև շարժական օբյեկտներից հեռուստաչափական ազդանշանների հաղորդման դեպքերում օգտագործվում է ռադիոկապուղիներ կամ ռադիոռելեային կապուղիներ:
Հորատանցքերում խորքային պարամետրերի հեռուստաչափումների ժամանակ էլեկտրական ազդանշանները հորատախորշից մակերևույթ կարող են փոխանցվել լարային գծերով, խորասուզվող էլեկտրաշարժիչների ուժային մալուխներով, խողովակաշարերով և դրանց շրջապատող երկրի մակերևույթով: Տվիչներից ստացված տեղեկությունները կարելի հաղորդել նաև հիդրավլիկական ազդանշաններով հորատալուծույթի միջով և ձայնային ազդանշաններով խողովակի նյութով կամ հորատալուծույթով:
Կապուղուց ազդանշանը մուտք է գործում ընդունիչ հարմարանք, որտեղ տեղի է ունենում հակառակ ձևափոխումը՝ կապուղով փոխանցվող օժանդակ պարամետրը ձևափոխվում է այն նույն էլեկտրական մեծությանը, որը եղել է տվիչի ելքում: Ընդունիչ հարմարանքից այդ մեծությունը մուտք է գործում էլեկտրաչափիչ պրիբոր:
Չափվող ազդանշանները կարող են հաղորդվել կապուղիներով տարբեր մեթոդներով: Մինչև 15…20 կմ հեռավորությունների վրա աշխատելիս հաճախ օգտագործվում է համակարգ, որում կապուղով հաղորդվում է հաստատուն հոսանք, որի ուժը համարժեք է չափվող ոչ էլեկտրական պարամետրին, ինչն էլ ֆիկսվում է կապուղում միյուս ծայրում գտնվող չափիչ պրիբորի կողմից:
Չափվող ազդանշանները մեծ հեռավորությունների վրա սովորաբար հաղորդվում են հաստատուն հոսանքի իմպուլսներով հեռագրային կապուղիներով կամ փոփոխական հոսանքով՝ հեռախոսային կապուղով:
Որպես օրինակ դիտարկենք ТИС-1200 հեռուստաչափիչ ապարատուրայի աշխատանքի սկզբունքը: Այս ապարատուրան նախատեսված է չափելու առանցքային բեռնվածությունը և ոլորող մոմենտը հորադուրի վրա անմիջապես հորատման գործընթացում: Չափումների արդյունքները անլար կապուղով հաղորդվում է մակերևույթում տեղադրված ապարատուրա:
ТИС-1200 ապարատուրայի տեղաբաշխումը պատկերված է 9.5 նկարի վրա: Խորքային պրիբորը բաղկացած է տվիչների բլոկից 7, էլեկտրոնային ապարատուրաների բլոկից 6, սնման բլոկից 5, մեկուսացնող մետաղաձողից 4 և սյունակային խողովակից 8: Հորատալուծույթի և սեպիչ նյութը անցնում են մեկուսացնող մետաղաձողի ութ միլիմետրանոց օղակային բացակով, սյունակային խողովակով և 5 ու 6 կոնտեյներային բլոկներով և 7 բլոկի ուղիների միջով: Մակերևույթային ապարատուրայի կազմի մեջ են մտնում ընդունիչ – վերծանիչը,
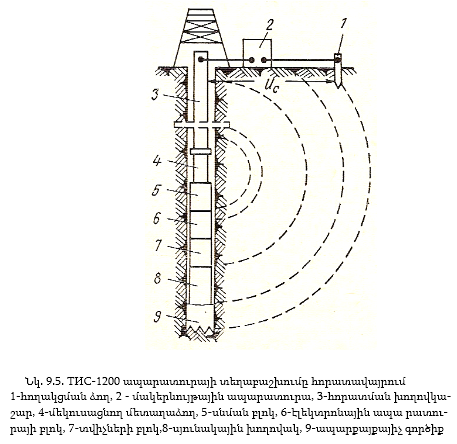
ПКР-11 տեսակի երկու ցուցադրող պրիբորներ և սնման բլոկը: ТИС-1200 ապարատուրայի կառուցվածքային սխեման ներկայացված է նկ. 9.6 վրա: Կուտակիչներից հաստատուն հոսանքի լարման կայունարարների միջոցով հոսանքը տրվում ձևափոխիչ, որում այն ձևափոխվում է 1600 Հց հաճախության փոփոխական հոսանքի և օգտագործվում առանցքային բեռնվածության ու ոլորող մոմենտի մագնիսաառաձգական տվիչների կոճերի գռգռման համար: Աշխատանքի ընթացքում տվիչների չափիչ կոճերից հանվում է նշված հաճախության փոփոխական լարումը, որի ամպլետուդան համամասնական է չափվող պարամետրերին: Այդ լարումը տվիչի ելքից տրվում է ծածկագրիչ (шифратор), որտեղ ազդանշանը անցնում է էմիտեր (առաքիչ) կրկնիչ և ուղղվելով դետեկտորի կողմից, մուտք է գործում առաջադրիչ գեներատոր: Գեներատորը արտադրում է փոփոխական լարում, որի հաճախությունը կախված է ղեկավարող հաստատուն լարման մեծությունից: Առանցքային բեռնվածության չափման ուղեգծի գեներատորի հաճախությունը փոփոխվում է 23,85 Հց (զրոյական բեռնվածության դեպքում) մինչև 21,15 Հց (3տ.ուժ առավելագույն բեռնվածության դեպքում), իսկ ոլորող մոմետի չափման ուղեգծում 33,85 Հց (մոմենտի զրոյական մեծության դեպքում) մինչև 30,15 Հց (100 կգուժ.մ առավելագույն մոմենտի դեպքում): Վերծանիչներից դուրս գալով հաճախային մոդուլացված ազդանշանները տրվում են հզորության ուժեղացուցիչ, ուժեղացվում և ազդում բեռնվածության վրա:
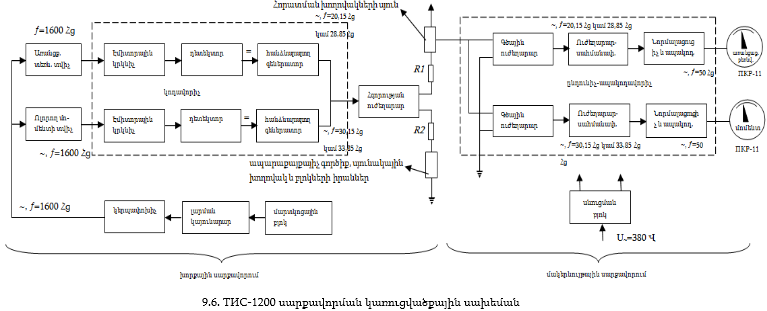
Երկրի մակերևույթում ստացված ազդանշանը մուտք է գործում վերերկրյա ապարատուրա, որտեղ ժապավենային ուժեղացուցիչների միջոցով տեղի է ունենում չափիչ ուղիների առանձնացում: Այնուհետև հաճախային մոդուլացված տատանումները կրկնակի ուժեղացվում են, սահմանափակվում ըստ ամպլետուդաների և նորմալարար մտնելով ձևափոխվում են հաճախաիմպուլսային մոդուլացված ազդանշանների: Նորմալացված իմպուլսները տրվում են արտածածկագրիչ, որի ելքում 50 Հց հաճախության փոփոխական հոսանքի ամպլետուդան համամասնական է չափվող պարամետրին: Այդ լարումն էլ մուտք է գործում ПКР-11 համապատասխան պրիբոր:
ТИС-1200 ապարատուրայում նախատեսված է նաև СК-5 պրիբորի միացում՝ չափվող մեծությունների գրանցման համար:
ՍՏՈՒԳՈՂԱԿԱՆ ՀԱՐՑԵՐ
1. Ի՞նչ նպատակային նշանակություն ունի «ГЕЛИУС» կայանքը:
2. Ներկայացնել «ГЕЛИУС» կայանքի կազմի մեջ մտնող սարքերը:
3. Բացատրել «ГЕЛИУС» կայանքի աշխատանքի սկզբունքը:
4. Ի՞նչ հիմնական գործընթացների մասին է տեղեկացնում «ГЕЛИУС» կայանքի ազդանշանման մոդուլը:
5. Ի՞նչ ֆունկցիաներ է իրագործում «ГЕЛИУС» կայանքը:
6. Ի՞նչ ծրագրատեխնիկական հավաքագրման և փոխանցման միջոցներից է բաղկացած, <<Blast Maker>> համալիրը:
7. Ի՞նչ ծրագրեր կարելի է իրականացնել, <<Blast Maker>> ծրագրային համալիրի օգնությամբ:
8. Ի՞նչն է հիմք ընդունվում <<Blast Maker>> համալիրով զանգվածի ամրության որոշման համար:
9. Ի՞նչ եղանակով են փոխանցվում տվյալները KOBUS համակարգով:
10. Ի՞նչ գործընթացներ կարելի է իրականացնել МКПБ-1 համալիրի օգնությամբ:
11. Ներկայացնել МКПБ-1 համալիրի կազմը:
12. Ի՞նչ խնդիրներ են լուծվում հեռուստաչափիչ համակարգի օգնությամբ հորատման աշխատանքներում:
13. Գծել և բացատրել հեռուստաչափիչ համակարգի կառուցվածքային սխեման:
14. Ի՞նչպես են իրականացվում խորքային պարամետրերի հեռուստաչափումները:
15. Գծել և բացատրել ТИС-1200 ապարատուրայի տեղաբաշխման սխեման հորատանցքում:
16. Գծագրի վրա բացատրել ТИС-1200 ապարատուրայի կառուցվածքային սխեման:
ԳՐԱԿԱՆՈՒԹՅԱՆ ՑԱՆԿ
1. Бейсебаев А. М., Туякбаев Н. Т., Федоров Б. В. Бурение скважин и горноразведочные работы: учебник для вузов. - М.: Недра, 1990. -303с.
2. Блюменцев А. М., Калистратов Г. А., Лобанков В. М., Цирульников В. П. Метрологическое обеспечение геофизических исследований скважин. М.: Недра, 1991. -266с.
3. Блюменьцев К. С. Метрологическое обеспечение. Геофизическое исследование скважин. – М.: Недра, 2005. -206с.
4. Бродов Г. С., Шелковников И. Г., Егоров Э. К. Технологические измерения и автоматизация процесса бурения. Санкт-Петербургский горный институт. СПб. 2004. -105 с.
5. Горев С. М. Автоматизация производственных процессов в нефтяной и газовой промышленности. Камчат. ГТУ, 2003. -121с.
6. Демихов В. И. Справочное пособие. Средства измерения параметров бурения скважин. – М.: Недра, 1990. – 269 с.
7. Дудля Н.А. Автоматизация и механизация производственных процессов при разведочном бурении. Киев.Виша шк. Головное изд-во,1987. – 184с.
8. Eфремов С. В. Теория автоматического управления. – М.: Недра,1999.-520с.
9. Исакович Р. Я. Технологические измерения и приборы. – М.: Недра, 1979. -256с.
10. Исакович Р. Я., Логинов В. И. Попадько В.Е. Автоматизация производственных процессов в нефтяной и газовой промышленности – М.: Недра, 2005. – 264 с.
11. Калинин А.Г., Ошкордин О. В., Питерский В. М., Соловьев Н. В. Разведoчное бурение: Учеб. Для вузов. - М.: ООО “Недра-Бизнесцентр”, 2000. – 748с.
12. Капустин Н. М. Автоматизация производственных процессов в машиностроении: Учебник для втузов /Под ред. Н. М. Капустина/. –М.: Высшая школа, 2004. -415 с.
13. Кардыш Б. Г. Техника и технология бурения геологоразведочных скважин за рубежом. – М.: Недра, 1989. – 256 с.
14. Козловский Е. А. Автоматизация процесса геолого-разведочного бурения. – М.: Недра, 1977. – 215 с.
15. Козловский Е. А., Комаров М. А., Питерский В. М. Кибернетические системы в разведочном бурении. -М.: Недра, 1985. -285с.
16. Мальцев А. В., Дюков Л. М. Приборы и средства контроля процессов бурения: Справочное пособие. – М.: Недра, 2005.-206с.
17. Мееров М. В., Михайлов Ю. Н., Фридман В. Г. Основы автоматического управления. – М.: Недра, 1979.-324с.
18. Нетушила А. В. Теория автоматического управления: учебник для вузов.- Изд. 2-е, доп. И перераб. М.: Высшая школа, 1976. -400с.
19. Овчаренко В. М., Брацлавскийй И. А. Основы aвтоматизации производства и контрольно-измерительные приборы. – М.: Недра, 1974. – 240 с.
20. Погарский А. А. Автоматизация процесса бурения глубоких скважин. – М.: Недра, 1972.-216с.
21. Погарский А. А. Чефранов К. А. Шишкин О. П. Оптимизация процессов глубокого бурения. – М.: Недра, 1982. – 296 с.
22. Подкопаев А. П. Технологические измерения и контрольно-измерительные приборы. – М.: Недра, 2006. – 238 с.
23. Справочник по бурению геолого-разведочных скважин (под. ред. Е. А. Козловского). –СПб.: ООО. Недра, 2000. -712с.
24. Федеральный портал ,,Российское образование’’. URL: //www.edu.ru/
25. Храменков В. Г. Контроль и автоматизация технологических процессов при бурении геологоразведочных, нефтяных и газовых скважин. Учебное пособие. - Томск.: Изд-во ТПУ, 2005. – 300 с.
26. Храменков Б. Г. Автоматизация производственных процессов. Томск. Изд-во ТПИ, 2011. -343с.
27. Чистяков В. К., Шелковников И. Г. Оптимизация и автоматизация процесса разведочного бурения. Учеб. Пособие. Ленинградский горный институт. Л. 1990. - 102с.
28. Шамшев Ф.А., Шелковников И. Г. Автоматизация и механизация производственных процессов при бурении геологоразведочных скважин.–М.: Недра,1982. – 238 с.